Электроды СЗСМ НЧ-2

Электроды для наплавки и сварки чугуна СЗСМ НЧ-2
Возможно вам понадобятся:






Основное назначение:
Для сварки без подогрева, заварки брака, литья и наплавки деталей из серого, высокопрочного и ковкого чугуна. Сварка и наплавка в нижнем и вертикальном положениях постоянным током обратной полярности.
Классификация
- ГОСТ 9466-75
ТУ 1272-005-50133500-2008
Положение сварки


Характеристики плавления электродов
- Коэффициент наплавки, г/Ач - 10,5
- Расход электродов на 1 кг наплавленного металла, кг - 1,6
Технологические особенности сварки
Прокалка перед сваркой: 190-200°С, 1 час.
Характеристики
Механические свойства металла шва и наплавленного металла
Твердость наплавленного металла, HB 120-160
Химический состав наплавленного металла
| C | Si | Mn | Ni | Cr | S | P |
|---|---|---|---|---|---|---|
| ≤ 0,14 | 0,7 | 2,0-2,5 | 22,0-25,0 | 10,0-15,0 | 0,030 | 0,040 |
Рекомендации по сварке (сила тока А):
| Диаметр, мм | Положение шва | |
|---|---|---|
| нижнее | вертикальное | |
| 3,0 | 50-90 | - |
| 4,0 | 90-140 | - |
| 5,0 | 120-170 | - |
Применение
Сертификаты
Письмо по Санитарно-эпидемиологическим заключениям

ЗИО-8
УОНИ-1355


ЦЛ-11


Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 16.04612.130



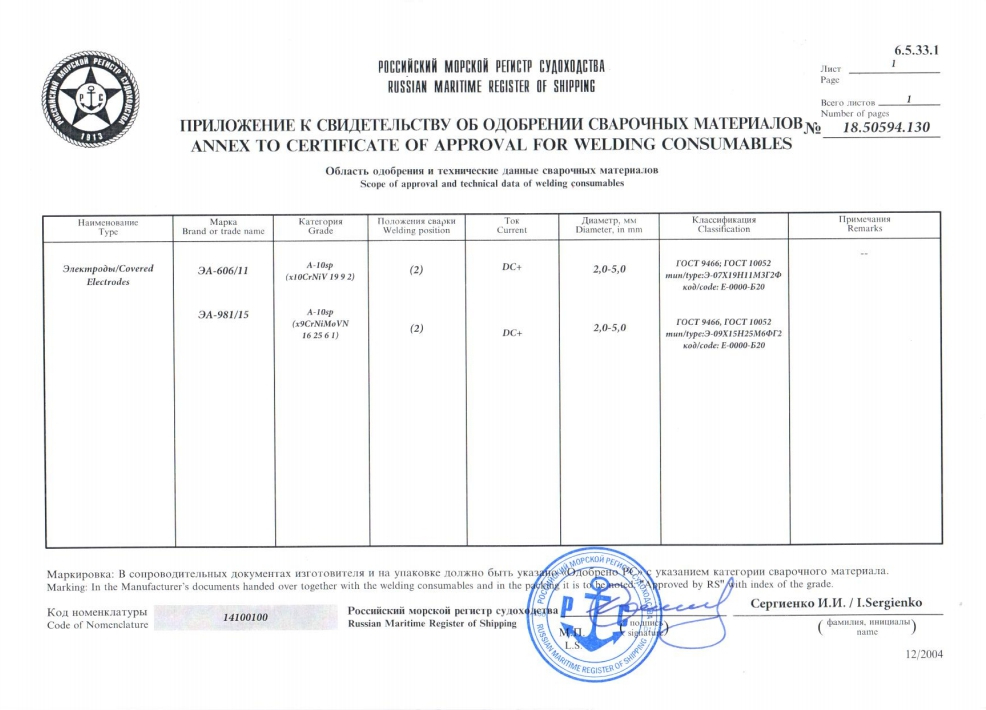
Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 18.50594.130

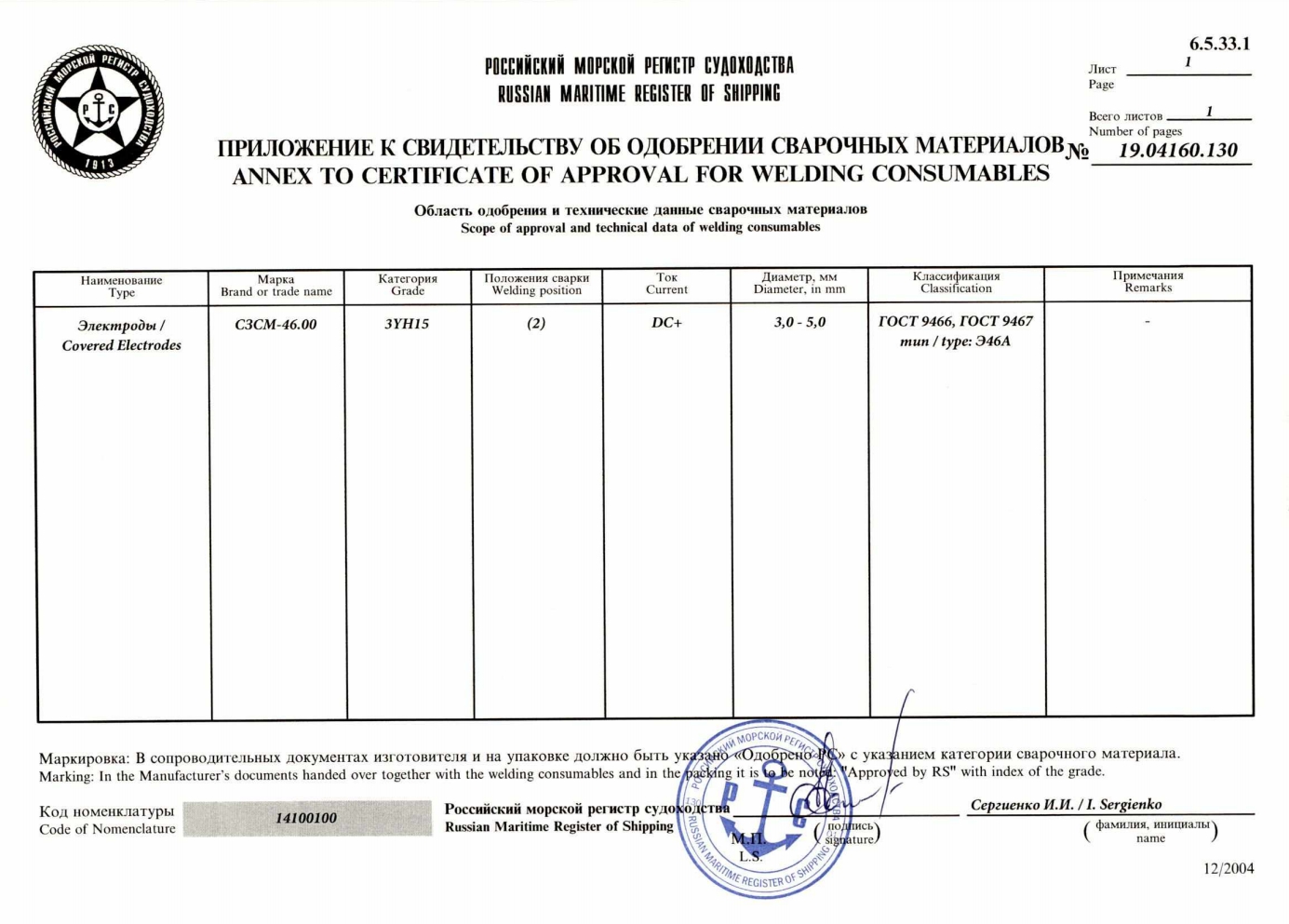
Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 19.04160.130
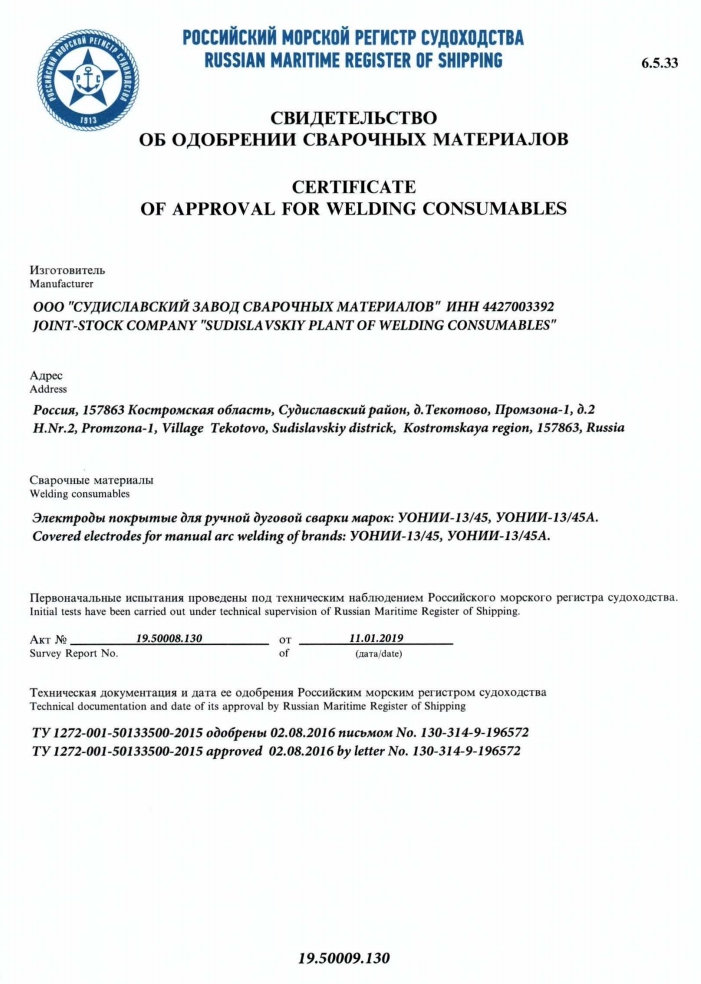
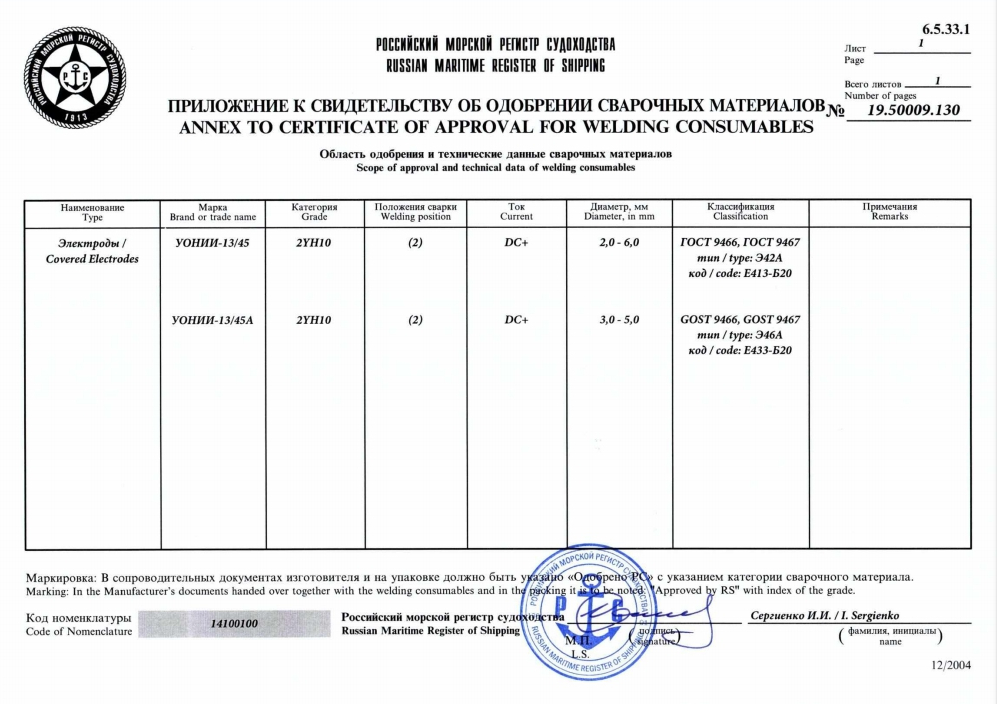
Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 19.50009.130

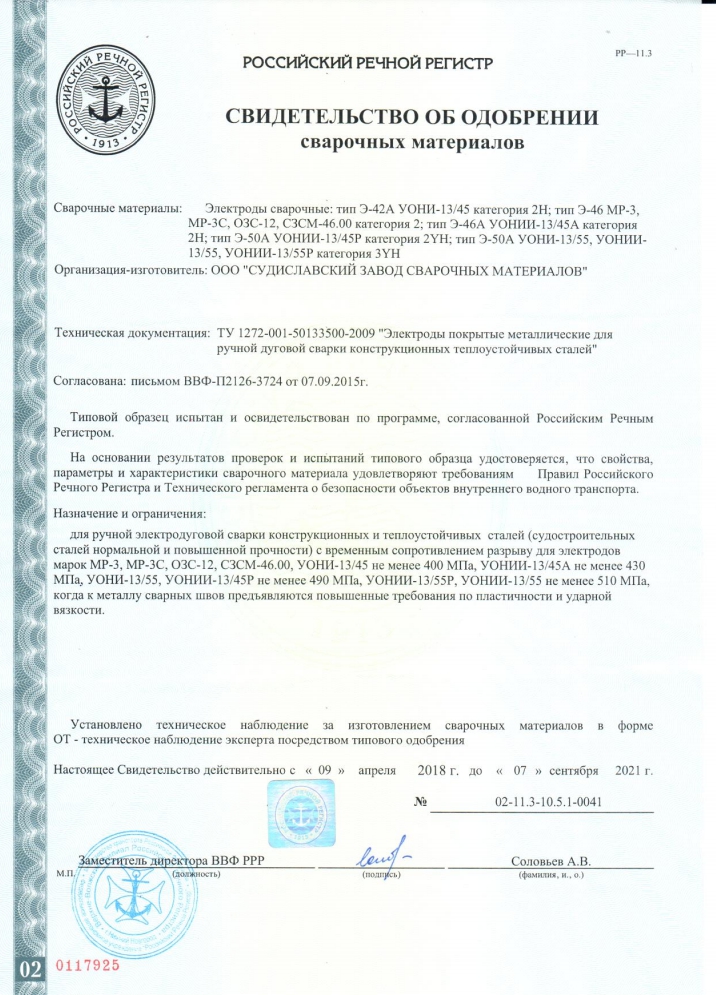
Свидетельство об одобрении сварочных материалов №02-11.3-10.5.1-0041
Свидетельство о признании №02958

Сертификат соответствия №РОСС RU.РО00.К00003

Сертификат соответствия №РОСС RU.AД44.H00020

Сертификат соответствия №РОСС RU.НА34.Н08649

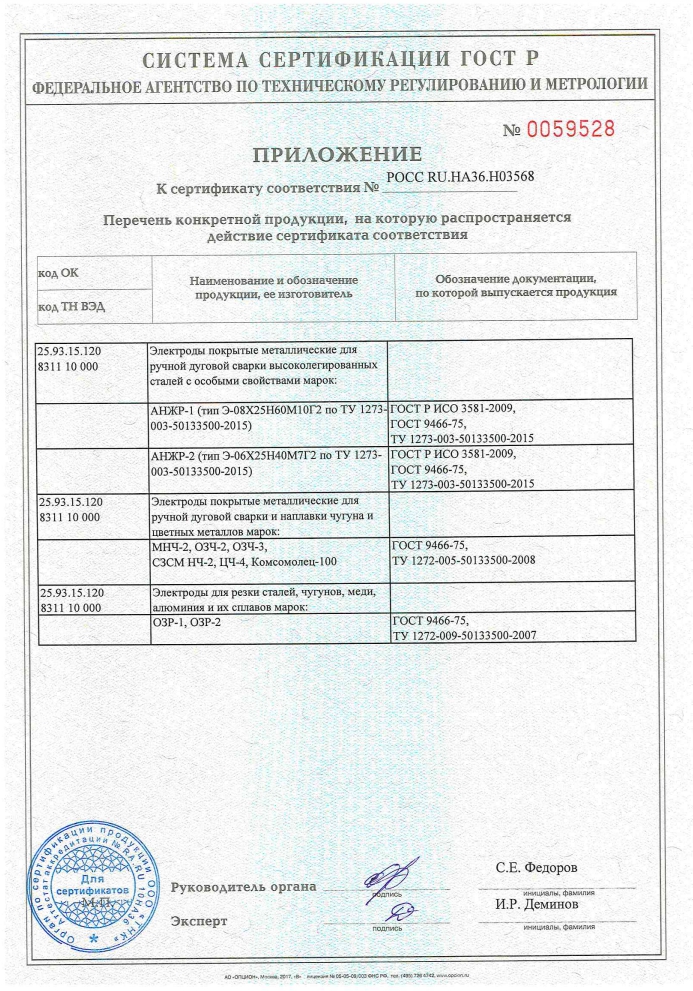
Сертификат соответствия №РОСС RU.НА36.Н03568
Сертификат соответствия ГОСТ Р ИСО 9001-2015 №РОСС RU.ИС78.К00046
