Электроды ЦЛ-39

Электроды для сварки теплоустойчивых и легированных сталей ЦЛ-39 Тип Э-09Х1МФ
Возможно вам понадобятся:






ЦЛ-39 — плавкие электроды (тип Э09Х1МФ) для ручной дуговой сварки. Покупают их для деталей из термостойких хромомолибденованадиевых легированных сталей, эксплуатируемых при температурах до +585 °С.
Электроды данного типа применяются для работы с такими марками, как 15Х1М1Ф, 2Х1МФ. Они используются для сваривания металлоконструкций из термостойкой нержавеющей стали, в частности труб.
Комплектация
При изготовлении электродов ЦЛ-39 применяется центральный стержень из проволоки марки СВ-08А или СВ-08. Снаружи на него наносится покрытие основного типа. Для обеспечения электрического контакта с клеммой держателя один конец оголен (25–30 мм). На обмазку нанесена буквенная маркировка.
Положение сварки





Характеристики плавления электродов ЦЛ-39:
- производительность (при диаметре стержня 2,5 мм) — 0,9 кг/час;
- коэффициент наплавки — 9,5 г/А*ч;
- расход — 1,6 кг (на 1 кг наплавляемого металла).
Технологические особенности сварки
Перед началом работ рекомендуется прокаливание электродов марки ЦЛ-39 при температуре +380 °С не менее 1 часа. Влажность обмазки для получения качественного шва — до 0,5 %.
Применяется сварочный аппарат постоянного тока: к электроду подключается «+» (обратная полярность). Сварка выполняется на короткой дуге. Допускается любое положение электрода, кроме направления сверху вниз.
Отправка электродов ЦЛ-39 производится со складов в Москве и СПб. Расходный материал поставляется в пачках с указанной маркировкой и весом на лицевой стороне.
Характеристики
Механические свойства металла шва и наплавленного металла
| Временное сопротивление разрыву, МПа | Предел текучести, МПа | Относительное удлинение, % | Температура испытаний, °С | Тип образца | Ударная вязкость, Дж/см2 |
|---|---|---|---|---|---|
| не менее | |||||
| 490 | 343 | 16 | 20 |
KCU |
78 |
Химический состав наплавленного металла
| C | Mn | Si | V | Cr | Mo | S | P |
|---|---|---|---|---|---|---|---|
| не более | |||||||
| 0,06-0,12 | 0,6-0,9 | 0,2-0,4 | 0,12-0,30 | 0,80-1,25 | 0,4-0,7 | 0,025 | 0,030 |
Рекомендации по сварке (сила тока А):
| Диаметр, мм | Положение шва | ||
|---|---|---|---|
| нижнее | вертикальное | потолочное | |
| 2.5 | 70-90 | 65-85 | 65-85 |
Применение
Сертификаты
Письмо по Санитарно-эпидемиологическим заключениям

ЗИО-8
УОНИ-1355


ЦЛ-11


Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 16.04612.130



Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 18.50594.130

Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 19.04160.130
Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 19.50009.130

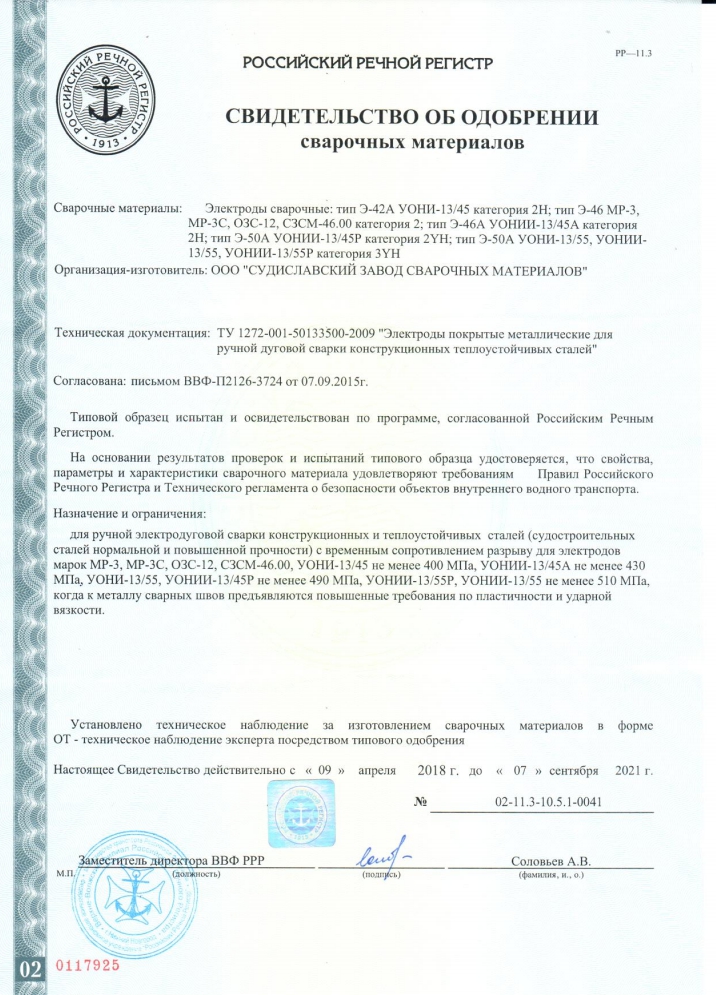
Свидетельство об одобрении сварочных материалов №02-11.3-10.5.1-0041
Свидетельство о признании №02958

Сертификат соответствия №РОСС RU.РО00.К00003

Сертификат соответствия №РОСС RU.AД44.H00020

Сертификат соответствия №РОСС RU.НА34.Н08649

Сертификат соответствия №РОСС RU.НА36.Н03568
Сертификат соответствия ГОСТ Р ИСО 9001-2015 №РОСС RU.ИС78.К00046
