Электроды АНО-ТМ

Электроды для сварки углеродистых и низколегированных сталей АНО-ТМ Тип Э50А
Возможно вам понадобятся:






Электроды АНО-ТМ предназначены для сварки металлоконструкций, выполненных из низколегированных и углеродистых конструкционных сталей перлитного класса, предел текучести которых не превышает 500 МПа. Они хорошо подходят для соединения корневых слоев, заполняющих и облицовочных проходов магистральных трубопроводов, а также фитингов и запорно-регулирующей арматуры. Их используют на объектах нефтегазового комплекса, морских стационарных платформах.
Электроды АНО-ТМ имеют основное покрытие, отличаются низким содержанием газов и неметаллических включений. Благодаря этому получаемый шов обладает высокими показателями ударной вязкости и пластичности как при нормальных, так и при пониженных температурах. Также он характеризуется повышенной стойкостью к образованию горячих трещин и малой склонностью к старению.
Электроды АНО-ТМ обеспечивают формирование качественного обратного валика с плавным переходом к основному металлу. Благодаря этому не требуется дополнительная подварка корня трубопровода изнутри.
Классификация
- Тип Э50А;
- ISO 2560-А Е 50 2-В62 Н5;
- AWS A5.1 Е7015;
- ГОСТ 9466-75;
- ГОСТ 9467-75.
ТУ 1272-001-50133500-2009.
Положение сварки





Характеристики плавления
Коэффициент наплавки составляет 10 г/Ач, а расход электродов равен 1,6 кг на 1 кг наплавленного металла.
Технологические особенности сварки
Работы необходимо осуществлять только на короткой дуге. Кромки соединяемых конструкций должны быть предварительно очищены. Поскольку основное покрытие электродов АНО-ТМ впитывает влагу при хранении, перед использованием их нужно прокаливать при температуре 325-375 оС в течение 1 часа.
Характеристики
Механические свойства металла шва и наплавленного металла
| Временное сопротивление разрыву, МПа | Предел текучести, МПа | Относительное удлинение, % | Температура испытаний, °С | Тип образца | Ударная вязкость, Дж/см2 |
|---|---|---|---|---|---|
| не менее | |||||
| 560 | 500 | 20 | 20 -20 -40 -50 |
KCU - KCV KCV |
- 47 - - |
Рекомендации по сварке (сила тока А):
| Диаметр, мм | Положение шва | ||
|---|---|---|---|
| нижнее | вертикальное | потолочное | |
| 2.5 | 70-90 | 60-90 | 70-90 |
| 3.0 | 90-120 | 70-110 | 80-120 |
| 4.0 | 140-200 | 120-150 | 130-170 |
| 5.0 | 190-230 | 160-180 |
- |
Применение
Сертификаты
Письмо по Санитарно-эпидемиологическим заключениям

ЗИО-8
УОНИ-1355


ЦЛ-11


Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 16.04612.130



Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 18.50594.130

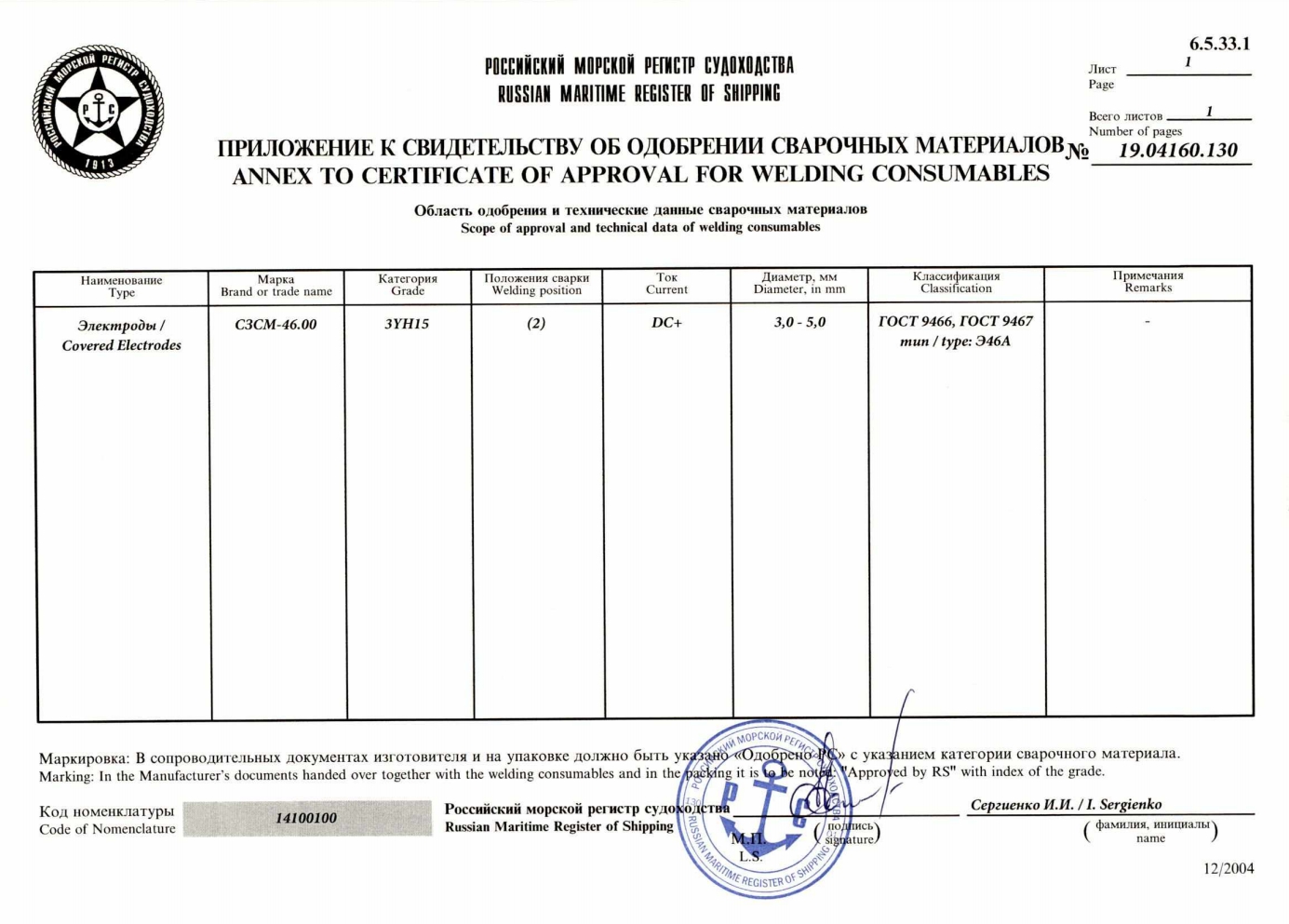
Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 19.04160.130
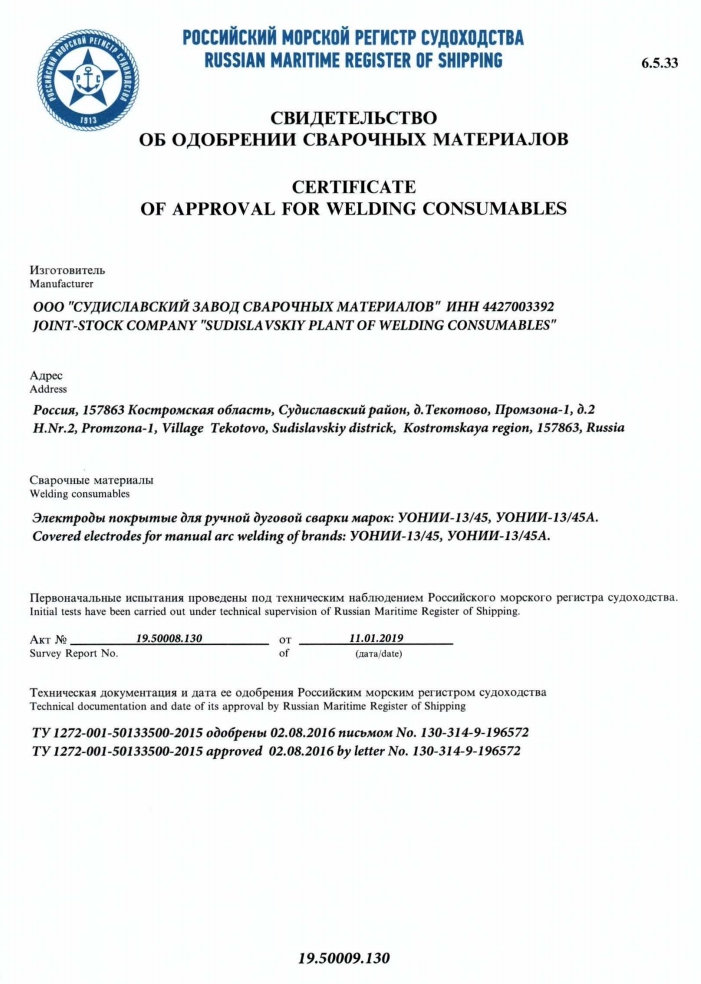
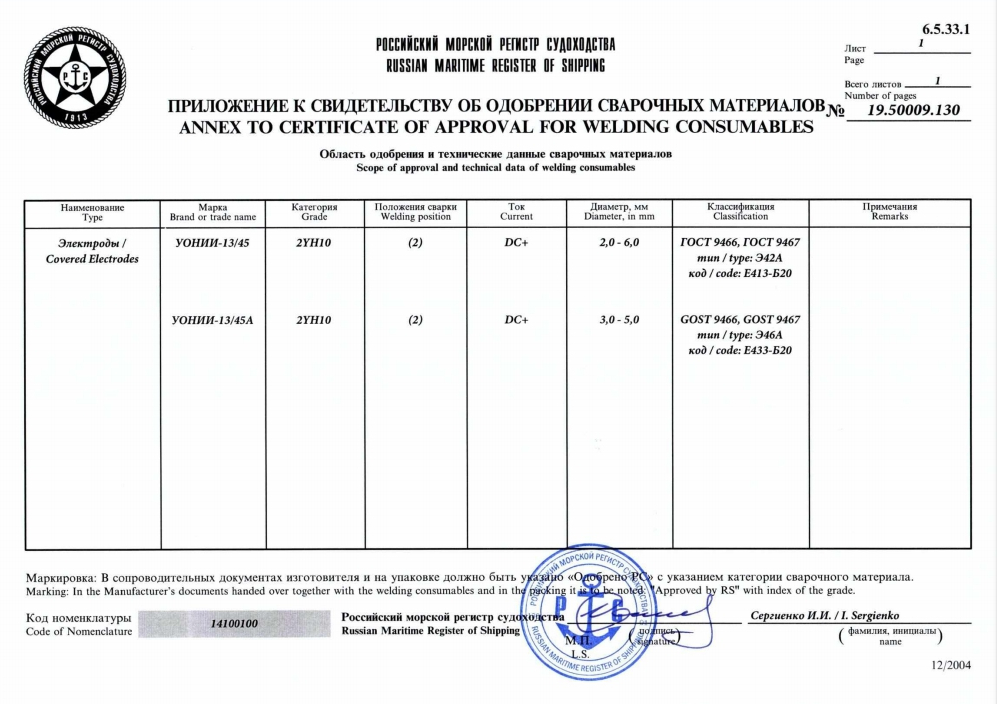
Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 19.50009.130

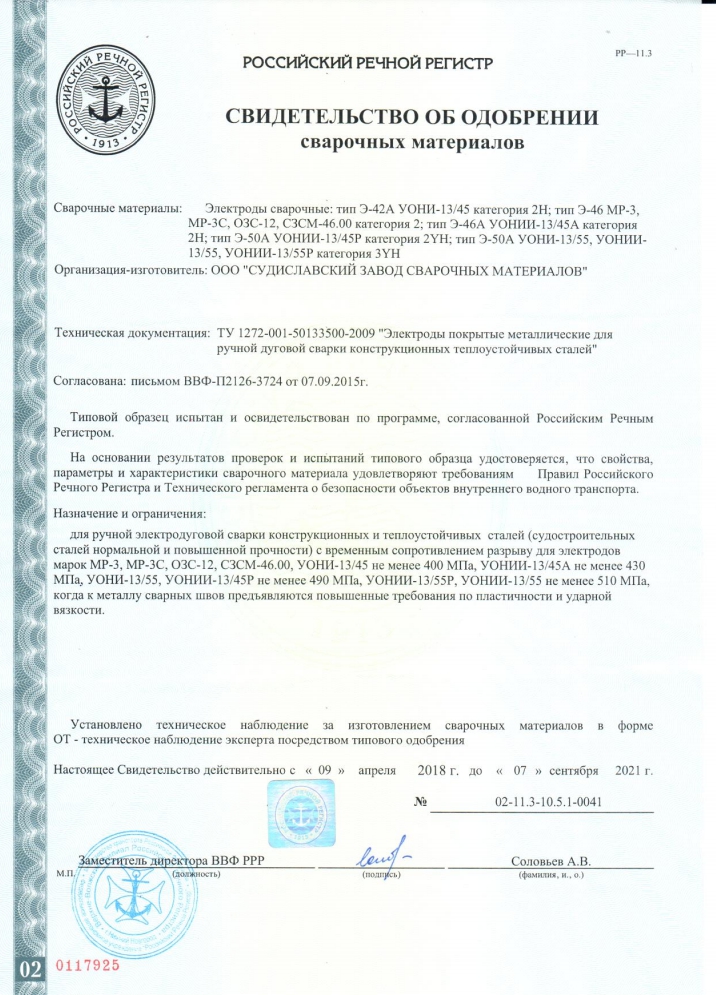
Свидетельство об одобрении сварочных материалов №02-11.3-10.5.1-0041
Свидетельство о признании №02958

Сертификат соответствия №РОСС RU.РО00.К00003

Сертификат соответствия №РОСС RU.AД44.H00020

Сертификат соответствия №РОСС RU.НА34.Н08649

Сертификат соответствия №РОСС RU.НА36.Н03568
Сертификат соответствия ГОСТ Р ИСО 9001-2015 №РОСС RU.ИС78.К00046
