Электроды ЦУ-5

Электроды для сварки углеродистых и низколегированных сталей ЦУ-5 Тип Э50А
Возможно вам понадобятся:






Повышенная надежность сварных соединений имеет решающее значение во многих отраслях промышленности, включая энергетическое машиностроение. Многие стандартные расходные материалы не способны удовлетворить требования, которые предъявляются к оборудованию, задействованному в сфере энергетики. Поэтому в данной отрасли рекомендуется применять сварочные электроды с фтористо-кальциевым покрытием, к которым относится марка ЦУ-5.
Изделия хорошо подходят для соединения ответственных конструкций из углеродистых и низколегированных сталей. Их можно применять для сваривания тонко- и толстостенных трубопроводов теплоэлектростанций, трубных элементов нефтехимических и нефтеперерабатывающих заводов, котельного оборудования, работающего при температурах до 400 оС.
Электроды ЦУ-5 позволяют выполнять сварку в любых пространственных положениях, за исключением вертикального (сверху вниз). Для сваривания необходим постоянный ток обратной полярности.
Электроды ЦУ-5 обеспечивают высокое качество соединения и характеристики наплавленного металла. Это связано с пониженным содержанием газов, неметаллических и других вредных примесей. Получаемые швы отличаются стойкостью к порообразованию, воздействию высоких температур.
Классификация
- Тип Э50А;
- ISO 2560 E 51 3 В20;
- AWS A5.1 E7015;
- ГОСТ 9466-75;
- ГОСТ 9467-75.
ТУ 1272-001-50133500-2009
ОСТ 24.948.01-90
Положение сварки





Характеристики плавления
Коэффициент наплавки равен 9 г/Ач, а расход электродов составляет 1,7 кг на 1 кг наплавленного металла.
Технологические особенности сварки
Сваривание производится исключительно на короткой дуге, без предварительного нагрева и последующей термообработки. Для удаления адсорбированной влаги электроды ЦУ-5 необходимо перед применением прокалить в течение 1 часа при температуре 360-380 оС.
Характеристики
Механические свойства металла шва и наплавленного металла
| Временное сопротивление разрыву, МПа | Относительное удлинение, % | Температура испытаний, °С | Тип образца | Угол загиба, градусы | Ударная вязкость, Дж/см2 |
|---|---|---|---|---|---|
| не менее | |||||
| 540 | 26 | 20 -20 |
KCU KCV |
160 34 |
150 |
Химический состав наплавленного металла
| C | Mn | Si | S | P |
|---|---|---|---|---|
| не более | ||||
| 0,06-0,12 | 1,0-1,6 | 0,2-0,5 | 0,03 | 0,035 |
Рекомендации по сварке (сила тока А):
| Диаметр, мм | Положение шва | ||
|---|---|---|---|
| нижнее | вертикальное | потолочное | |
| 2.5 | 75-90 | 70-85 |
65-85 |
Применение
Сертификаты
Письмо по Санитарно-эпидемиологическим заключениям

ЗИО-8
УОНИ-1355


ЦЛ-11


Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 16.04612.130



Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 18.50594.130

Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 19.04160.130
Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 19.50009.130

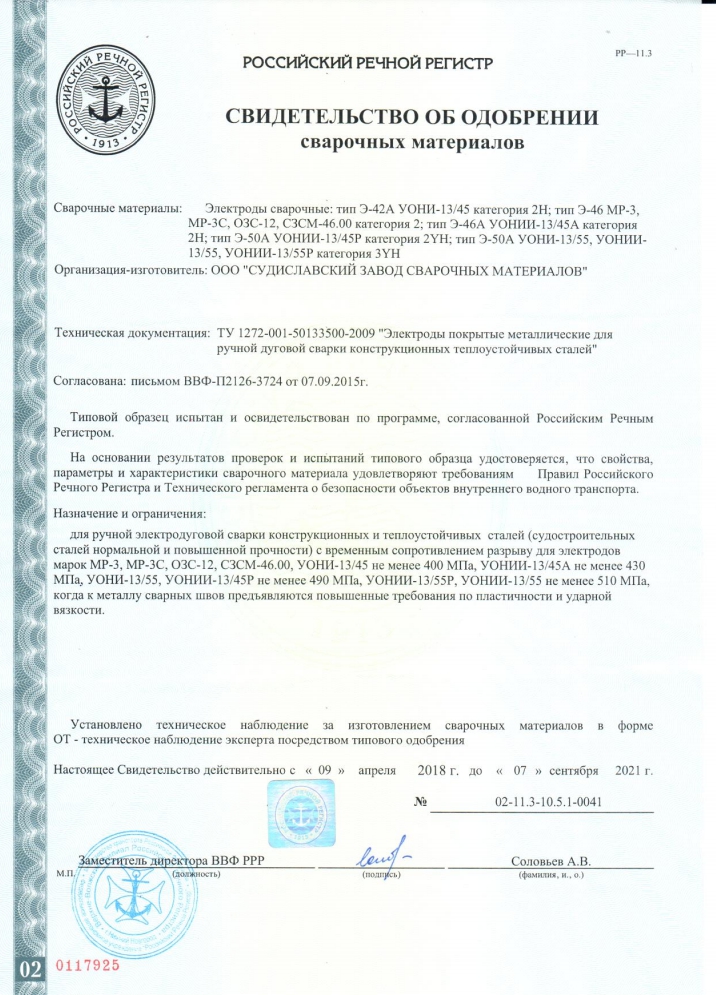
Свидетельство об одобрении сварочных материалов №02-11.3-10.5.1-0041
Свидетельство о признании №02958

Сертификат соответствия №РОСС RU.РО00.К00003

Сертификат соответствия №РОСС RU.AД44.H00020

Сертификат соответствия №РОСС RU.НА34.Н08649

Сертификат соответствия №РОСС RU.НА36.Н03568
Сертификат соответствия ГОСТ Р ИСО 9001-2015 №РОСС RU.ИС78.К00046
