Электроды ОЗС-6

Электроды для сварки углеродистых и низколегированных сталей ОЗС-6 Тип Э46
Возможно вам понадобятся:






Электроды ОЗС-6 тип Э46 широко используются для соединения ответственных конструкций из низколегированных и углеродистых сталей, временное сопротивление разрыву которых составляет до 500 МПа. Сварка может осуществляться на переменном и постоянном электротоке обратной полярности во всех пространственных положениях, за исключением вертикального по направлению сверху вниз.
Электроды ОЗС-6 имеют рутиловую обмазку, которая придает им улучшенные потребительские характеристики. Изделия обеспечивают легкость сваривания, быстроту повторного зажигания дуги, высокое качество и безупречный товарный вид шва, простоту отделения шлаковой корки. Рутиловое покрытие позволяет снизить требования к предварительной подготовке соединяемых деталей. Благодаря ему допускается наличие на заготовках следов коррозии, загрязнений и влаги. Дополнительным преимуществом является снижение разбрызгивания металла, что обеспечивает снижение его расхода.
Применение электродов ОЗС-6 повышает производительность сварочных работ. Отсутствие кислотной составляющей в покрытии снижает вредное воздействие выделяемых газов на органы дыхания. Получаемый шов обладает высокой сопротивляемостью на излом и разрыв, а также стойкостью к порообразованию.
Классификация
- Тип Э46;
- ISO 2560-А E 35 0-R42;
- AWS A5.1 E6014;
- ГОСТ 9466-75;
- ГОСТ 9467-75.
ТУ 1272-001-50133500-2009
Положение сварки





Характеристики плавления
Электроды имеют коэффициент наплавки 10 г/Ач. При этом расход составляет 1,5 кг на 1 кг наплавленного металла.
Технологические особенности сварки
Электроды ОЗС-6 позволяют сваривать длинной дугой по окисленной поверхности. Перед применением необходима прокалка при температуре 150-170 оС в течение 1 часа.
Характеристики
Механические свойства металла шва и наплавленного металла
| Временное сопротивление разрыву, МПа | Предел текучести, МПа | Относительное удлинение, % | Температура испытаний, °С | Тип образца | Ударная вязкость, Дж/см2 | Работа удара KV, Дж (среднее значение для трех образцов) |
|---|---|---|---|---|---|---|
| не менее | ||||||
| 440 | 355 | 22 | 20 -20 0 |
KCU KCV - |
120 34 - |
- - 47 |
Химический состав наплавленного металла
| C | Mn | Si | S | P |
|---|---|---|---|---|
| не более | ||||
| ≤0,12% | 0,45-0,60% | 0,10-0,25 | 0,035% | 0,035% |
Рекомендации по сварке (сила тока А):
| Диаметр, мм | Положение шва | ||
|---|---|---|---|
| нижнее | вертикальное | потолочное | |
| 3.0 | 90-140 | 80-100 | 80-100 |
| 4.0 | 170-210 | 140-170 | 140-170 |
| 5.0 | 190-240 | 150-170 | - |
| 6.0 | 220-280 | - | - |
Применение
Сертификаты
Письмо по Санитарно-эпидемиологическим заключениям

ЗИО-8
УОНИ-1355


ЦЛ-11


Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 16.04612.130



Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 18.50594.130

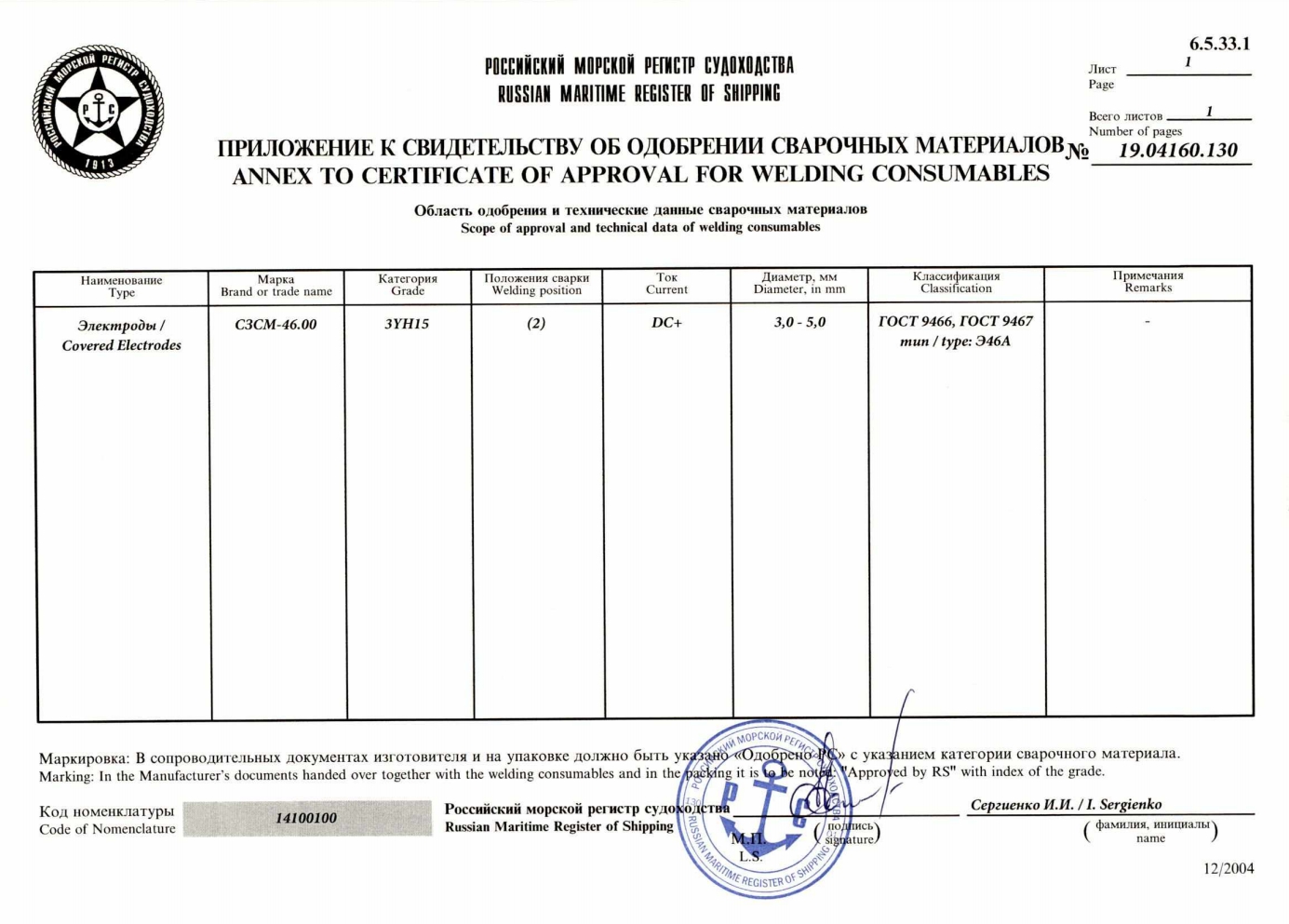
Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 19.04160.130
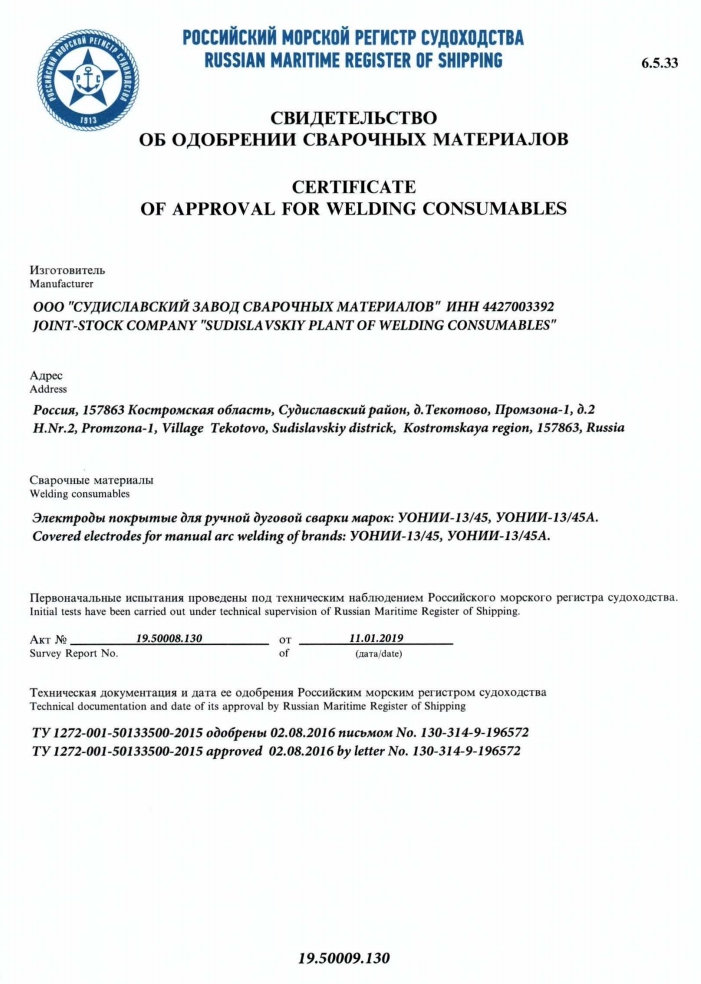
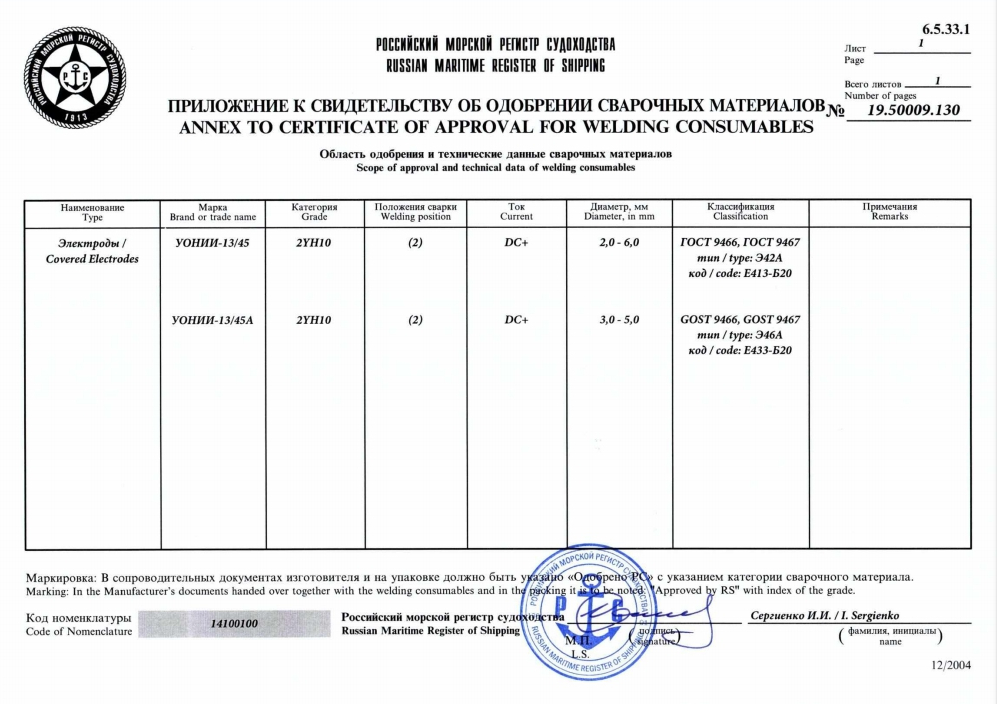
Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 19.50009.130

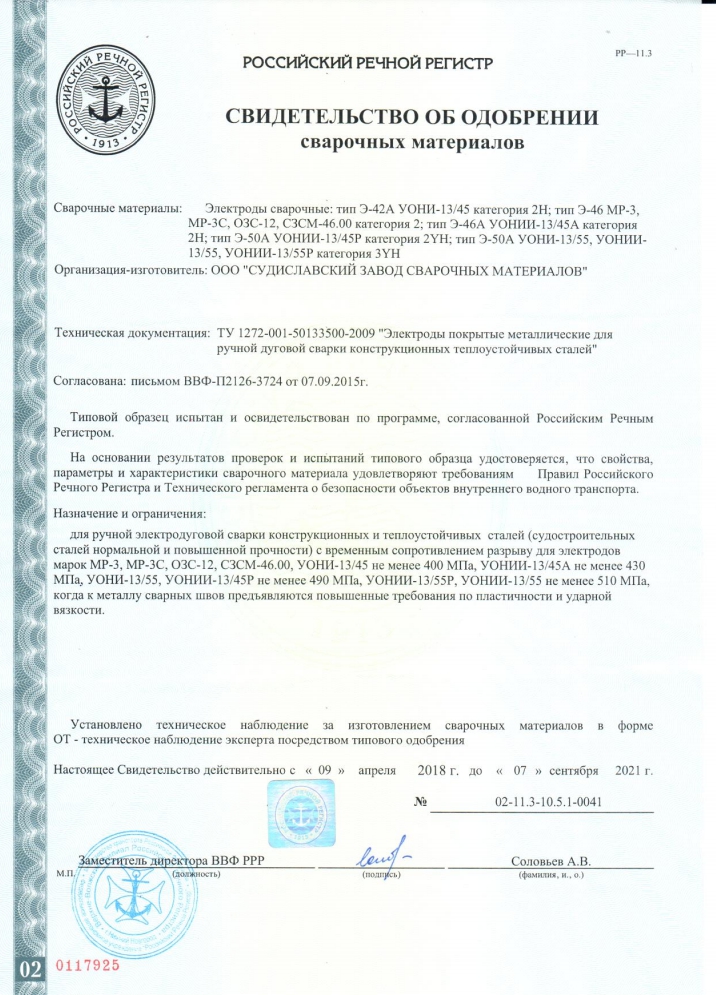
Свидетельство об одобрении сварочных материалов №02-11.3-10.5.1-0041
Свидетельство о признании №02958

Сертификат соответствия №РОСС RU.РО00.К00003

Сертификат соответствия №РОСС RU.AД44.H00020

Сертификат соответствия №РОСС RU.НА34.Н08649

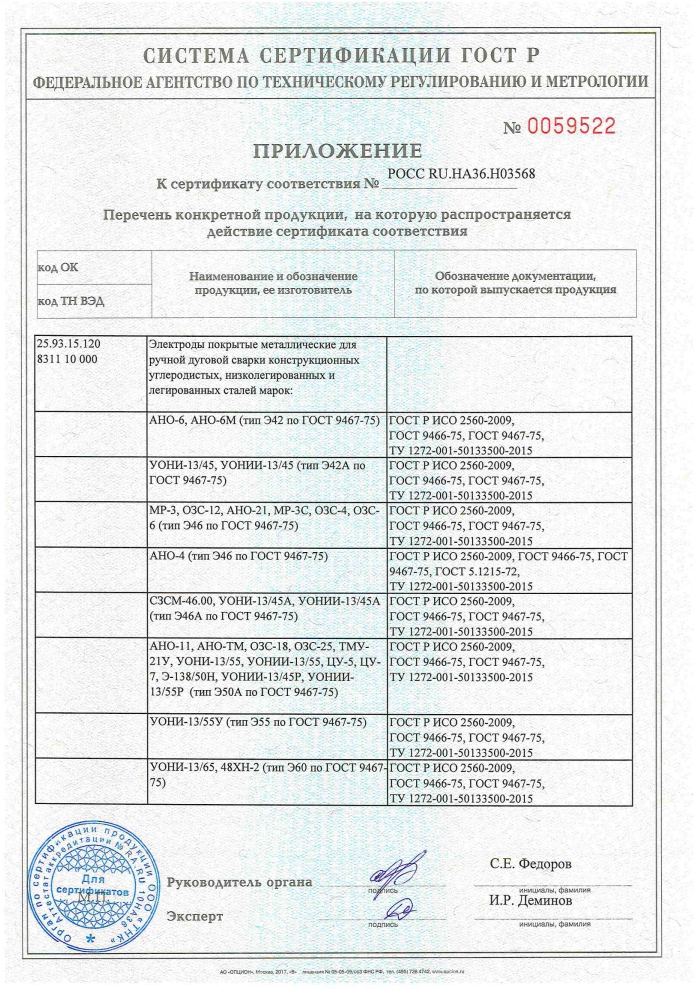
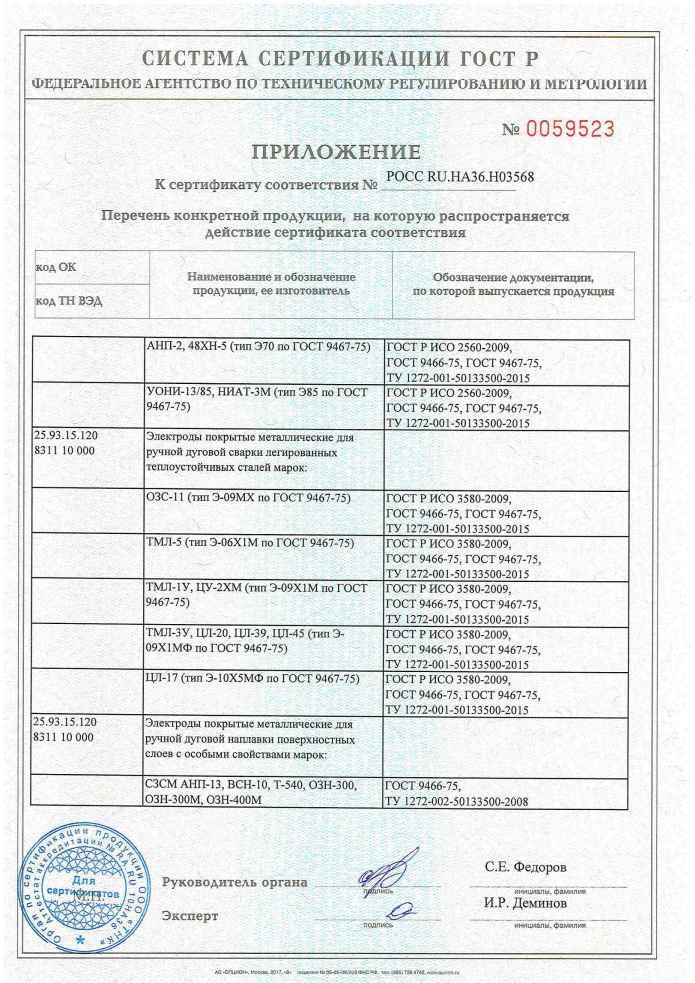
Сертификат соответствия №РОСС RU.НА36.Н03568
Сертификат соответствия ГОСТ Р ИСО 9001-2015 №РОСС RU.ИС78.К00046
