Электроды СЗМК-02

Электроды для сварки углеродистых и низколегированных сталей СЗСМ-02 Тип Э50А
Возможно вам понадобятся:






Особые свойства
Обеспечивают повышенные вязкопластические свойства и ударную вязкость металла шва при низких температурах.
Классификация
- Тип Э50А
- DIN EN ISO 2560-A E 46 2-В62 Н5
- AWS A5.1 E7015
- ГОСТ 9466-75
ТУ 1272-008-50133500-2008
Положение сварки





Характеристики плавления электродов
- Коэффициент наплавки, г/Ач - 9,5
- Расход электродов на 1 кг наплавленного металла, кг - 1,7
Технологические особенности сварки
Сварку производят только на короткой длине дуги по очищенным кромкам. Прокалка перед сваркой: 380°С, 1 час
Характеристики
Механические свойства металла шва и наплавленного металла
| Временное сопротивление разрыву, МПа | Предел текучести, МПа | Относительное удлинение, % | Температура испытаний, °С | Тип образца | Ударная вязкость, Дж/см2 | Работа удара KV, Дж (среднее значение для трех образцов) |
|---|---|---|---|---|---|---|
| не менее | ||||||
| 530 | 460 | 20 | 20 -20 -40 -60 |
KCU - KCV KCV |
120 - 50 34 |
- 47 - - |
Рекомендации по сварке (сила тока А):
| Диаметр, мм | Положение шва | ||
|---|---|---|---|
| нижнее | вертикальное | потолочное | |
| 4.0 | 130-180 | 110-170 | 110-150 |
Применение
Сертификаты
Письмо по Санитарно-эпидемиологическим заключениям

ЗИО-8
УОНИ-1355


ЦЛ-11


Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 16.04612.130



Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 18.50594.130

Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 19.04160.130
Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 19.50009.130

Свидетельство об одобрении сварочных материалов №02-11.3-10.5.1-0041
Свидетельство о признании №02958

Сертификат соответствия №РОСС RU.РО00.К00003

Сертификат соответствия №РОСС RU.AД44.H00020

Сертификат соответствия №РОСС RU.НА34.Н08649

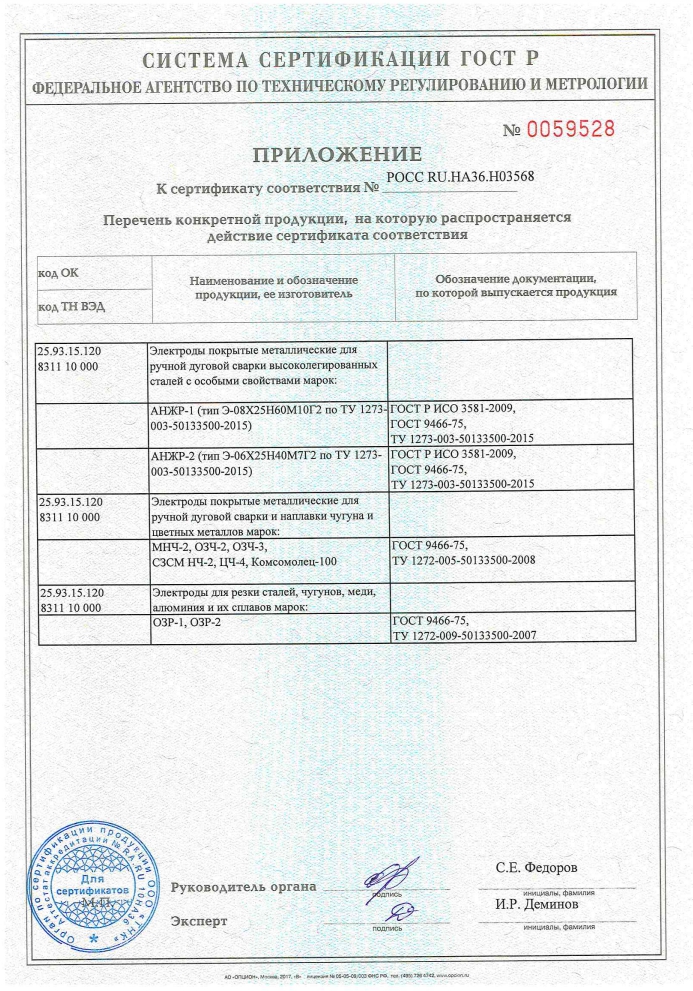
Сертификат соответствия №РОСС RU.НА36.Н03568
Сертификат соответствия ГОСТ Р ИСО 9001-2015 №РОСС RU.ИС78.К00046
