Электроды для сварки углеродистых и низколегированных сталей УОНИ-13/55 (тип Э50А)

Электроды для сварки углеродистых и низколегированных сталей УОНИ-13/55 Тип Э50А
Возможно вам понадобятся:






Основное назначение:
Для сварки углеродистых и низколегированных конструкционных сталей перлитного класса с минимальным пределом текучести не более 360 МПа. Для сварки низколегированных конструкционных сталей перлитного класса с минимальным пределом текучести свыше 360 МПа до 500 МПа. Сварка ведется во всех пространственных положениях, кроме вертикального сверху вниз. Отвечают требованиям категории 3YH10 Правил Российского Морского Регистра Судоходства, требованиям категории 3YH Правил Российского Речного Регистра.
Классификация
- Тип Э50А
- DIN EN ISO 2560-A E 46 2-B62 H10
- AWS А5.1 E7015
- ГОСТ 9466-75 Э50А
- ГОСТ 9467-75
Изготавливается по ТУ 1272-001-50133500-2015
Положение сварки





Характеристики плавления электродов
- Коэффициент наплавки, г/Ач - 9,5
- Расход электродов на 1 кг наплавленного металла, кг - 1,5
Технологические особенности сварки
- Сварку производят только на короткой длине дуги по очищенным кромкам. Прокалка перед сваркой: 350±25 °С, 1 час
Характеристики
Механические свойства металла шва и наплавленного металла
| Временное сопротивление разрыву, МПа | Предел текучести, МПа | Относительное удлинение, % | Относительное сужение, % | Температура испытаний, °С | Тип образца | Ударная вязкость, Дж/см2 | Работа удара KV, ДЖ |
|---|---|---|---|---|---|---|---|
| 530 | 460 | 20 | 45 | 20 -20 -50 |
KCV - KCV |
140 - 34 |
- 47 - |
Химический состав наплавленного металла
| C | Mn | Si | S | P |
|---|---|---|---|---|
| <0.1% | 0.9-1.4% | 0.25-0.5% | <0.03% | <0.03% |
Рекомендации по сварке (сила тока А):
| Диаметр, мм | Положение шва | ||
|---|---|---|---|
| нижнее | вертикальное | потолочное | |
| 2.0 | 40-80 | 40-70 | 40-70 |
| 2.5 | 70-90 | 60-80 | 60-80 |
| 3.0 | 100-130 | 90-120 | 90-120 |
| 4.0 | 160-190 | 130-160 | 130-160 |
| 5.0 | 180-240 | 160-200 | - |
| 6.0 | 210-290 | - | - |
Применение
Сертификаты
Письмо по Санитарно-эпидемиологическим заключениям

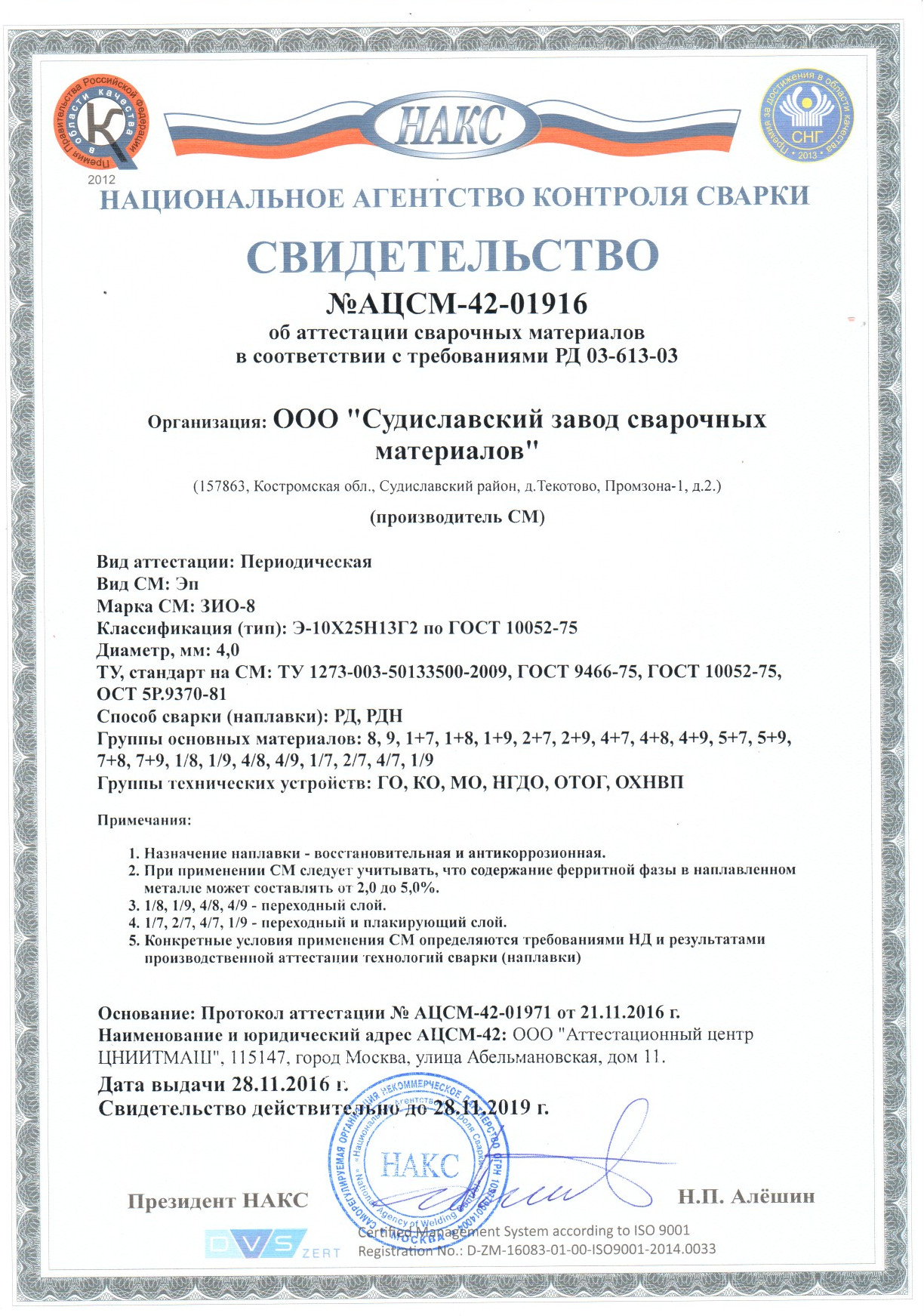
ЗИО-8
УОНИ-1355


ЦЛ-11


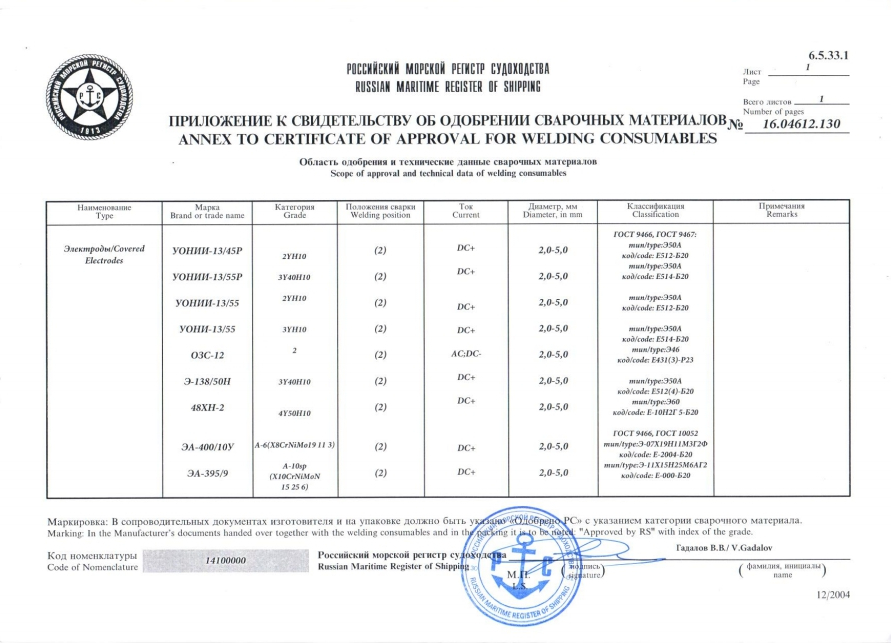
Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 16.04612.130



Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 18.50594.130

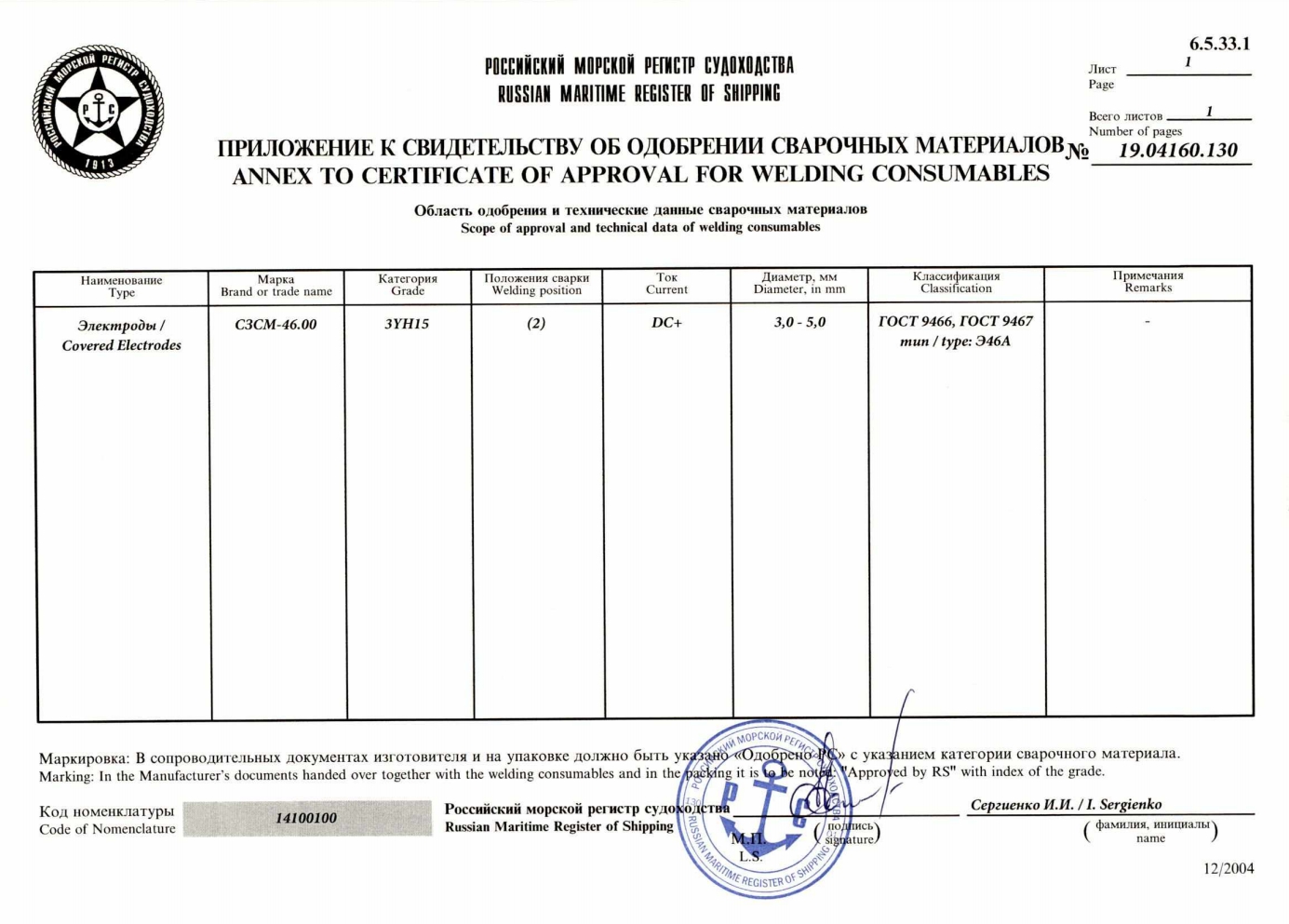
Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 19.04160.130
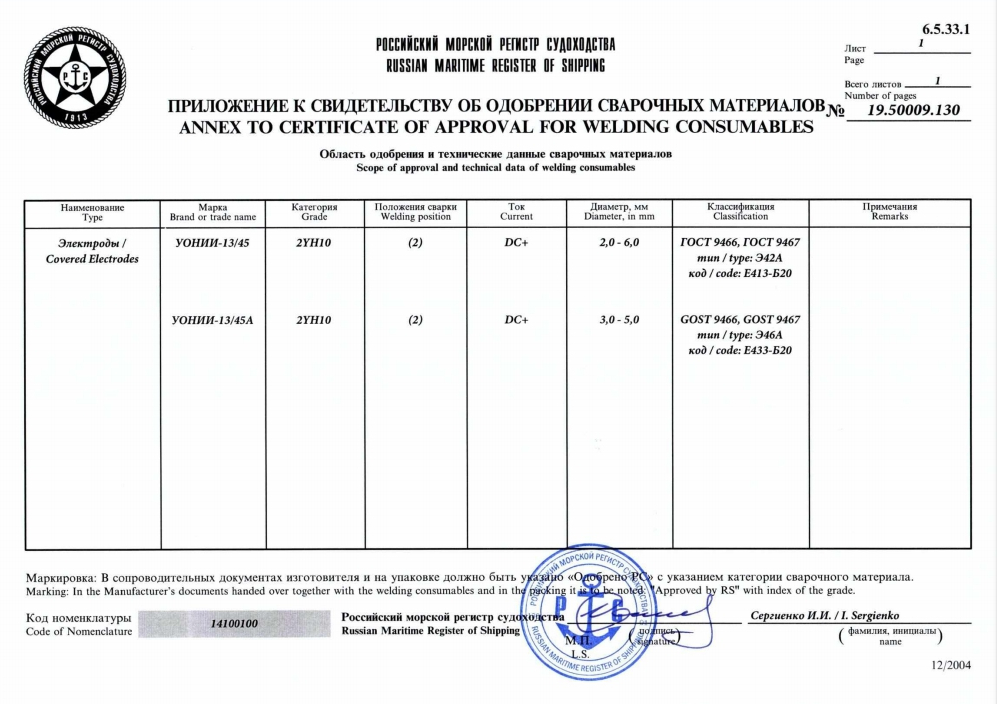
Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 19.50009.130

Свидетельство об одобрении сварочных материалов №02-11.3-10.5.1-0041
Свидетельство о признании №02958

Сертификат соответствия №РОСС RU.РО00.К00003

Сертификат соответствия №РОСС RU.AД44.H00020

Сертификат соответствия №РОСС RU.НА34.Н08649

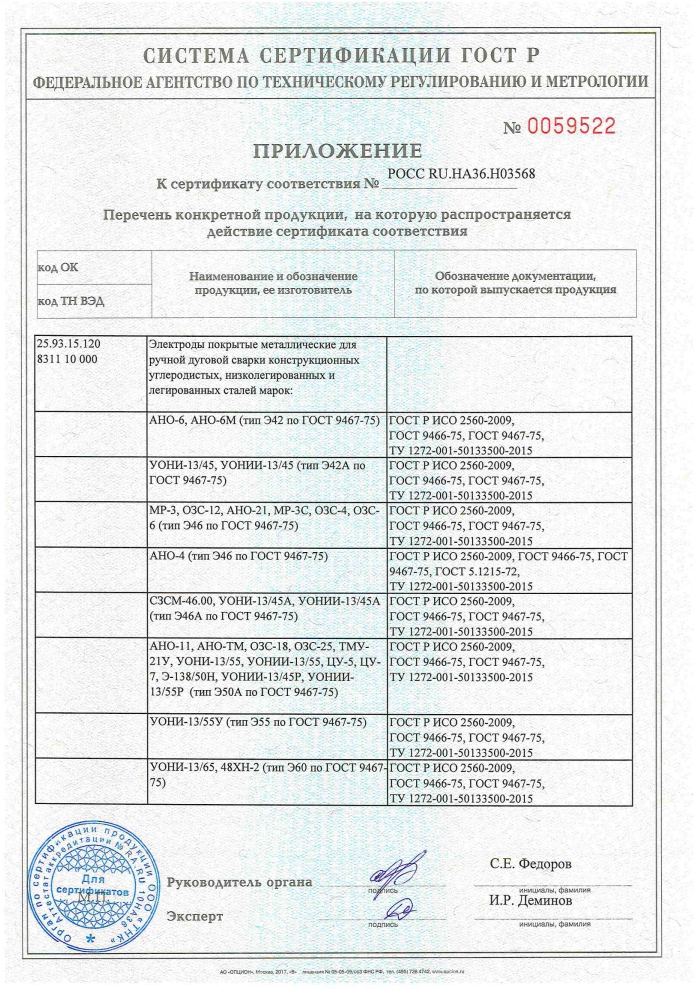
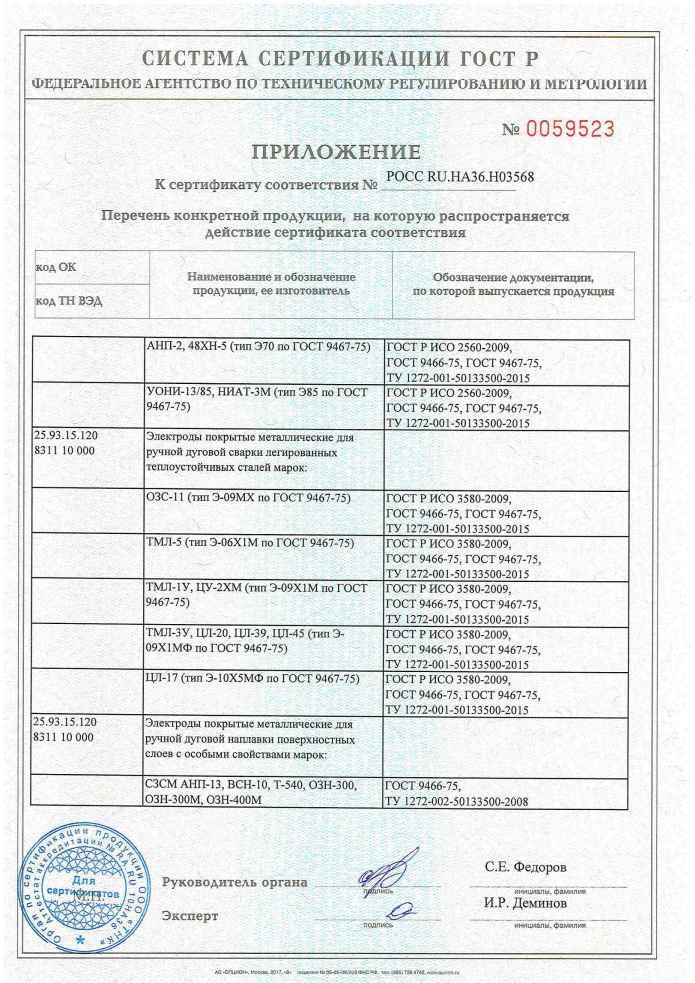
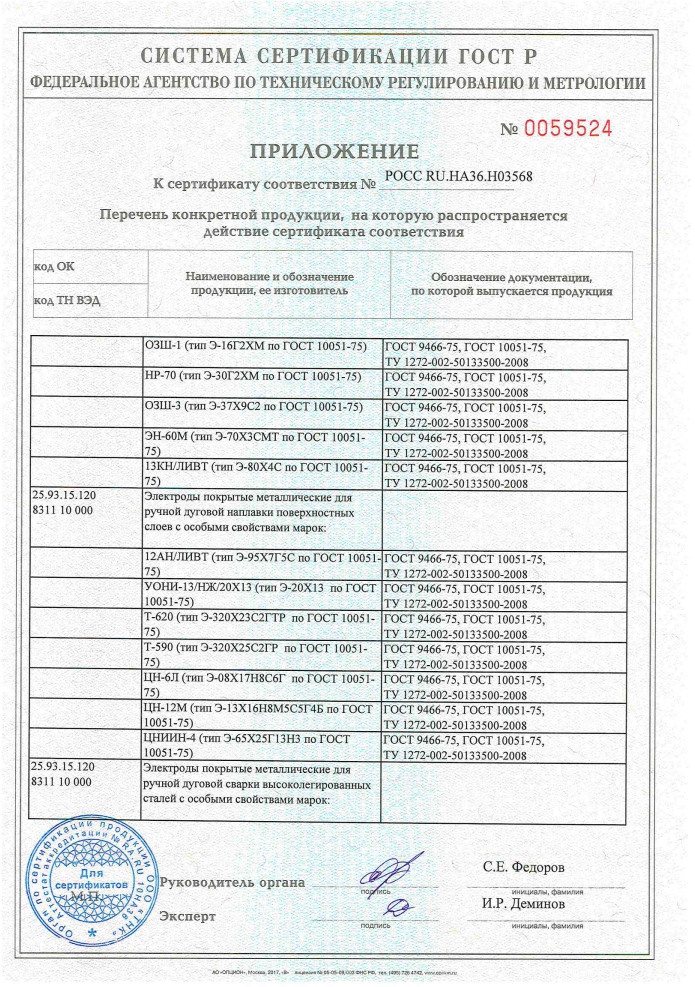
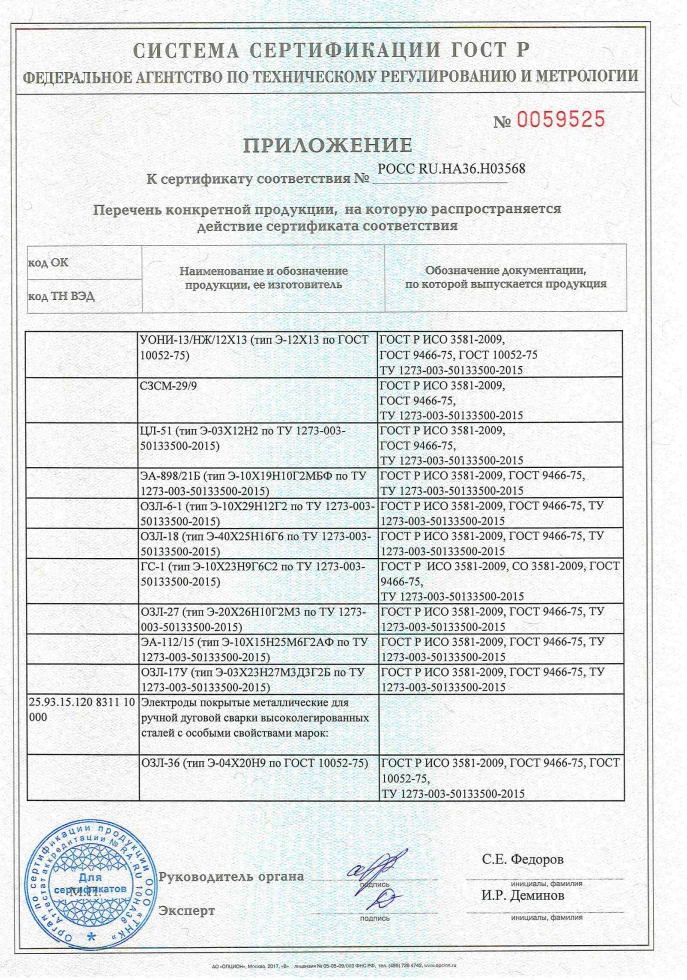
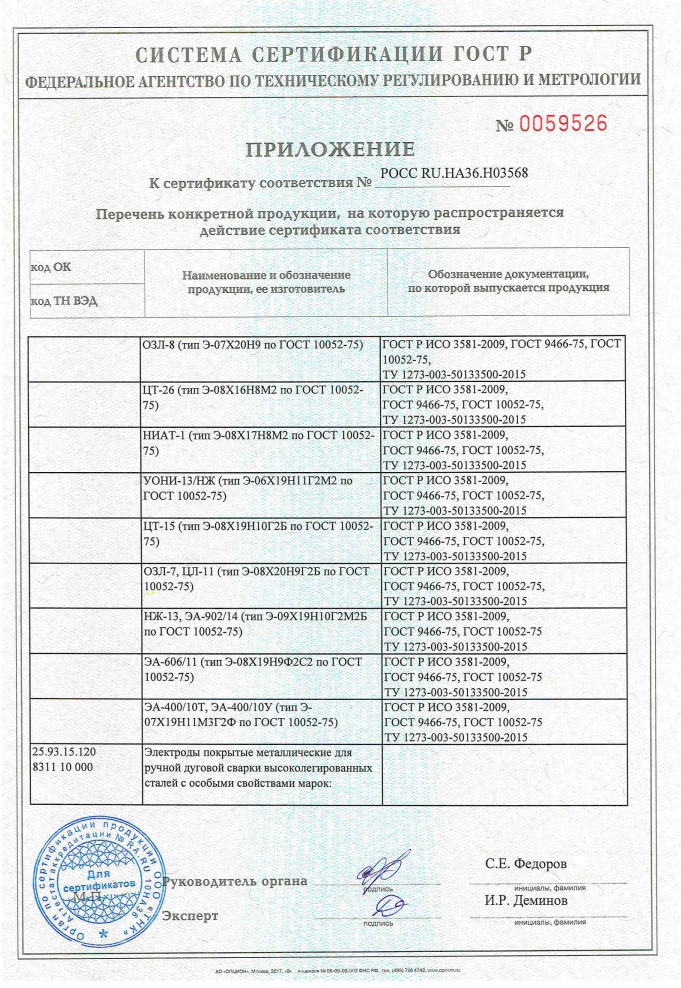
Сертификат соответствия №РОСС RU.НА36.Н03568
Сертификат соответствия ГОСТ Р ИСО 9001-2015 №РОСС RU.ИС78.К00046
