Электроды УОНИИ-13/55

Возможно вам понадобятся:






Основное назначение:
Для сварки особо ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости, особенно при работе в условиях пониженных температур. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности.
Особые свойства
Легкая отделяемость шлаковой корки, отсутствие подрезов, хорошее формирование швов с мелкочашуйчатой поверхностью. Обеспечивают получение металла шва с высокой хладостойкостью и низким содержанием водорода. Допускается сварка по окисленной поверхности.
Классификация
- ISO 2560 Е 51 5 В20Н
- AWS A5.1 Е7015
- ГОСТ 9466-75
- ГОСТ 9467-75
ТУ 1272-014-50133500-2009 (Согласовано с ОАО ЦНИИС «НИЦ «Мосты»)
Положение сварки





Характеристики плавления электродов
- Коэффициент наплавки, г/Ач - 8,5
- Расход электродов на 1 кг наплавленного металла, кг - 1,7
Технологические особенности сварки
Сварку производят только на короткой длине дуги по очищенным кромкам. Прокалка перед сваркой: 350±25 °С, 1 час
Характеристики
Механические свойства металла шва и наплавленного металла
| Временное сопротивление разрыву, МПа | Предел текучести, МПа | Относительное удлинение, % | Температура испытаний, °С | Тип образца | Ударная вязкость, Дж/см2 |
|---|---|---|---|---|---|
| не менее | |||||
| 540 | 420 | 24 | 20 -40 -70 |
KCU KCV KCU |
140 34 29 |
Химический состав наплавленного металла
| C | Mn | Si | S | P |
|---|---|---|---|---|
| ≤ 0,10% | 1,1-1,5% | 0,30-0,65% | <0.03% | <0.03% |
Рекомендации по сварке (сила тока А):
| Диаметр, мм | Положение шва | ||
|---|---|---|---|
| нижнее | вертикальное | потолочное | |
| 2.0 | 40-80 | 40-70 | 40-70 |
| 2.5 | 70-90 | 60-80 | 60-80 |
| 3.0 | 100-130 | 90-120 | 90-120 |
| 4.0 | 160-190 | 130-160 | 130-160 |
| 5.0 | 180-240 | 160-200 | - |
| 6.0 | 240-300 | - | - |
Применение
Сертификаты
Письмо по Санитарно-эпидемиологическим заключениям

ЗИО-8
УОНИ-1355


ЦЛ-11


Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 16.04612.130



Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 18.50594.130

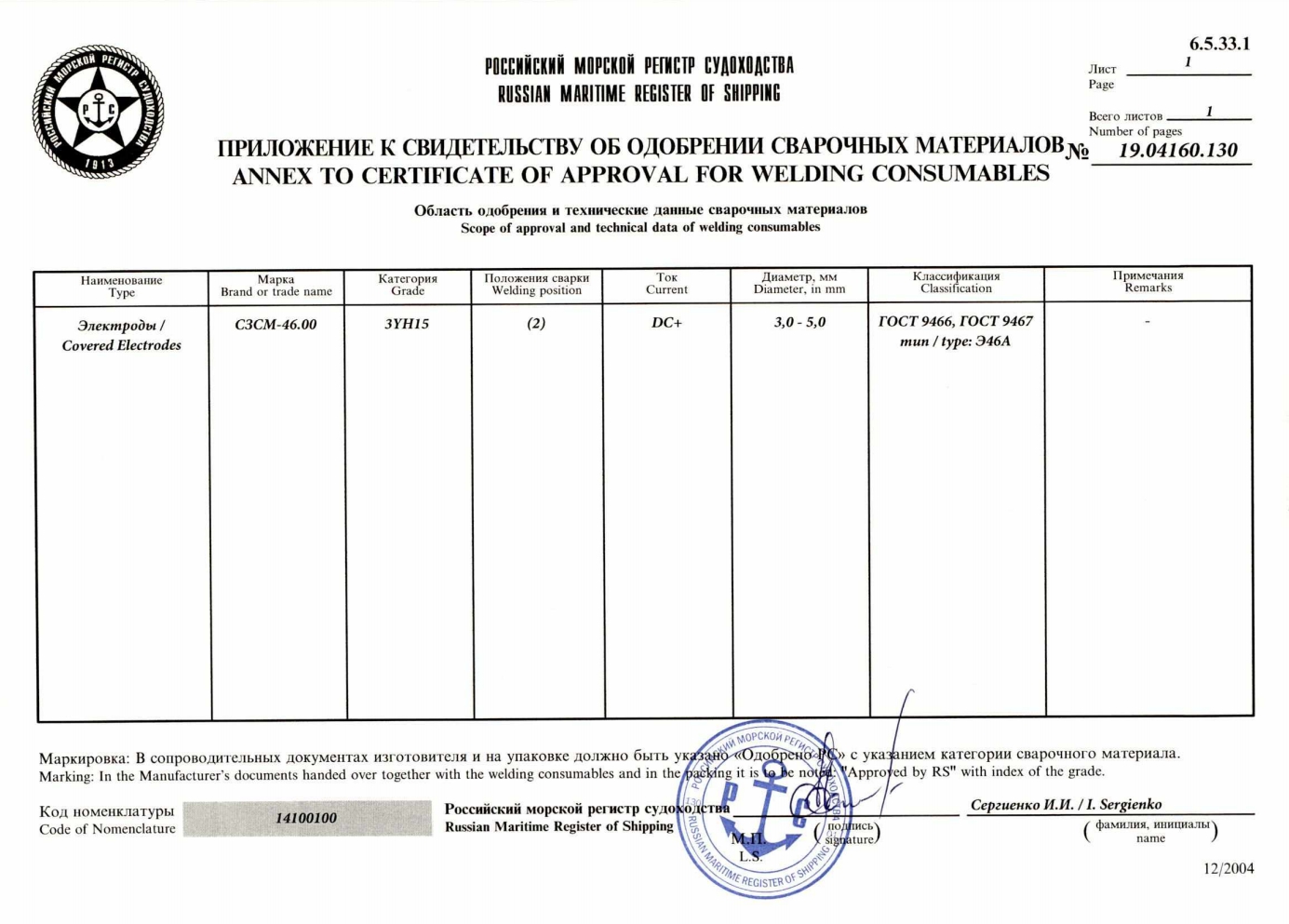
Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 19.04160.130
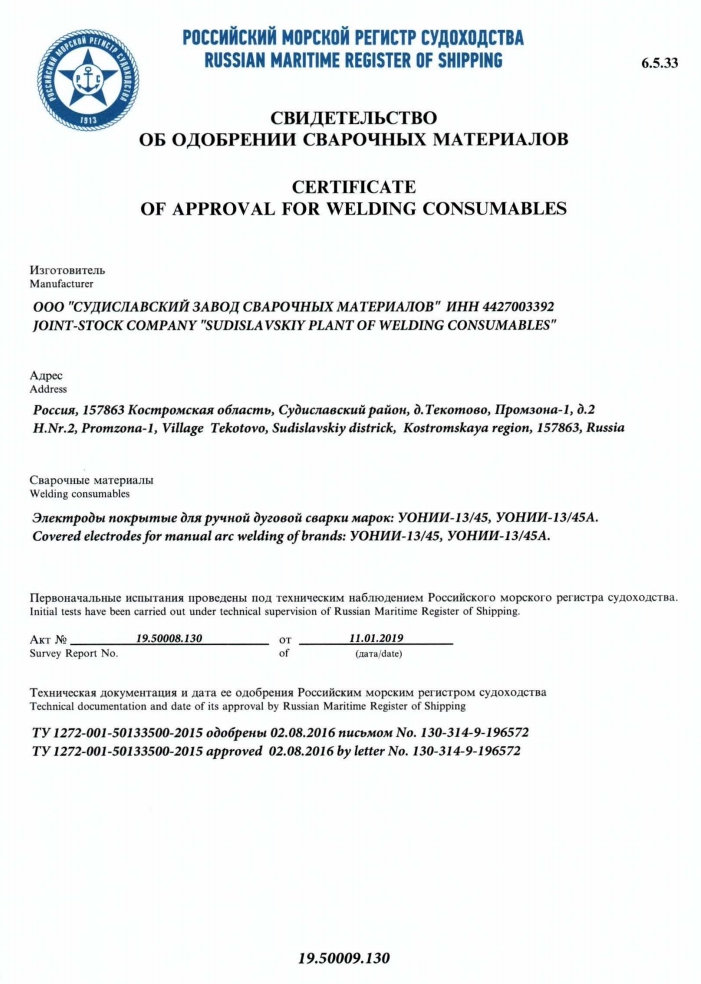
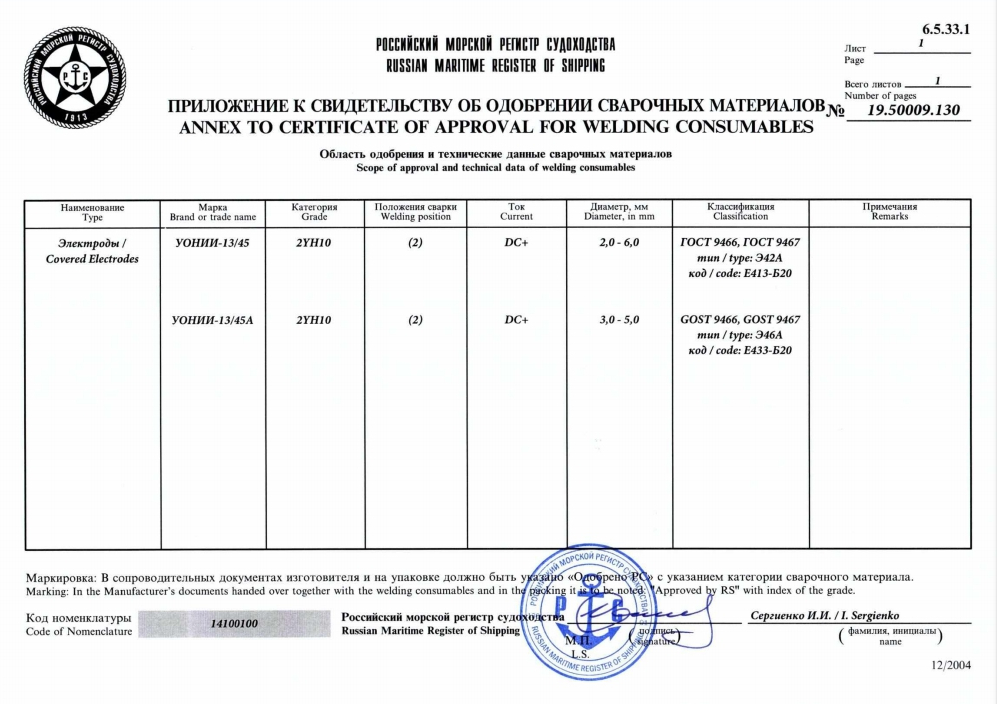
Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 19.50009.130

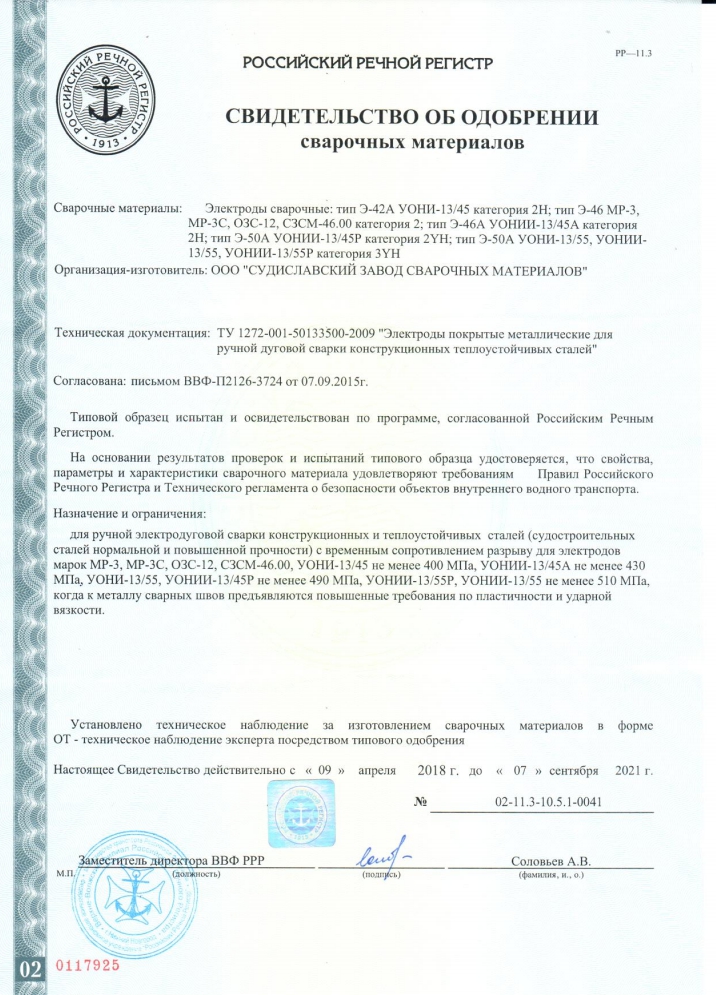
Свидетельство об одобрении сварочных материалов №02-11.3-10.5.1-0041
Свидетельство о признании №02958

Сертификат соответствия №РОСС RU.РО00.К00003

Сертификат соответствия №РОСС RU.AД44.H00020

Сертификат соответствия №РОСС RU.НА34.Н08649

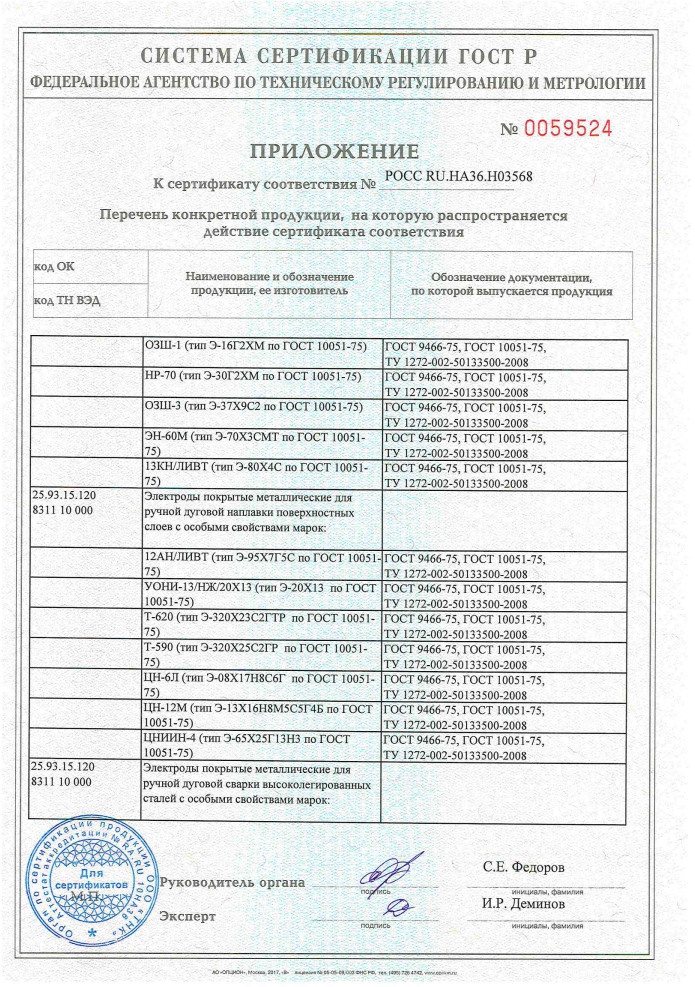
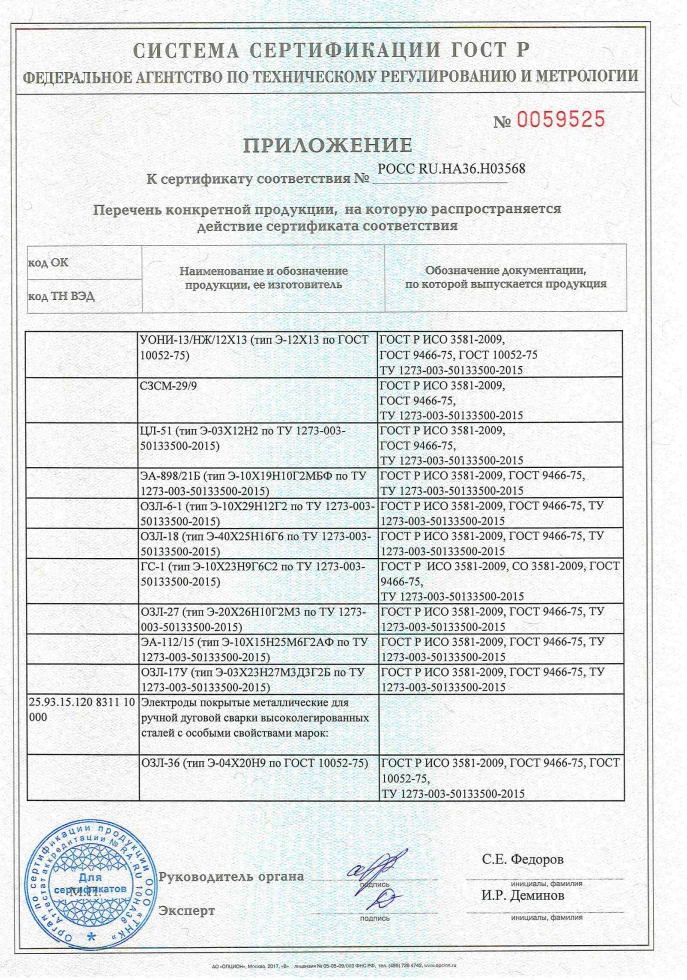
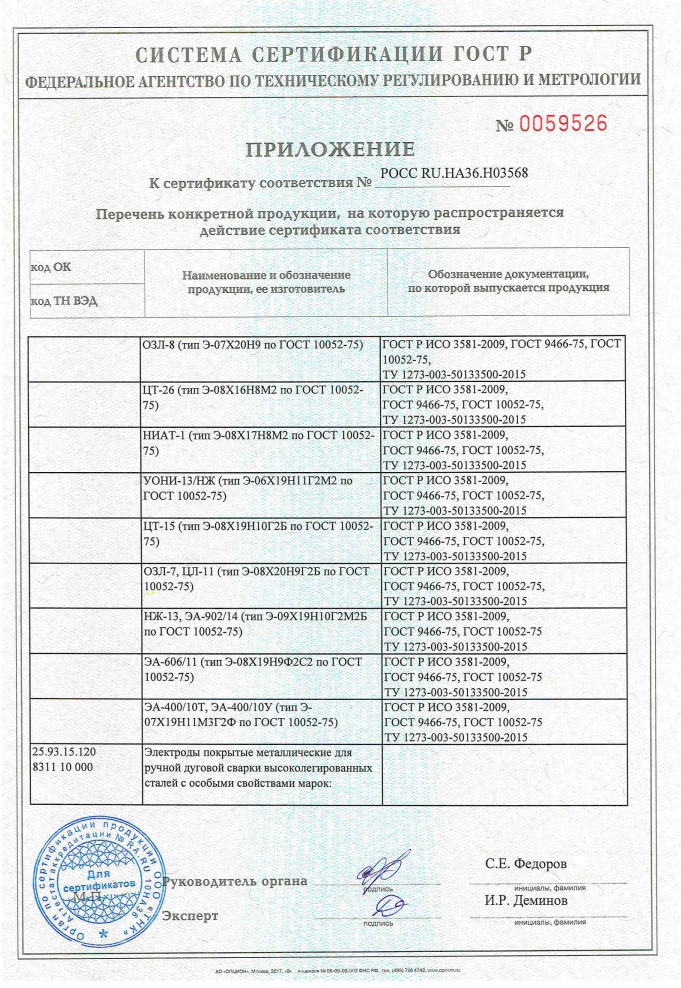
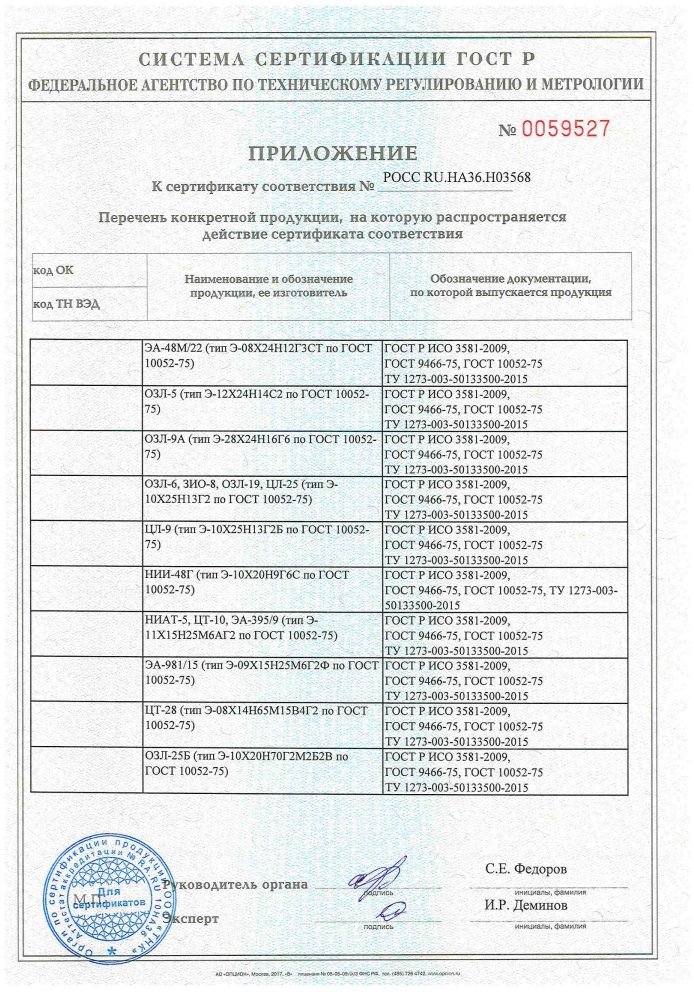
Сертификат соответствия №РОСС RU.НА36.Н03568
Сертификат соответствия ГОСТ Р ИСО 9001-2015 №РОСС RU.ИС78.К00046
