Электроды УОНИ-13НЖ

Электроды для сварки высоколегированных сталей УОНИ-13НЖ Тип Э-06Х19Н11Г2М2
Возможно вам понадобятся:






Электроды УОНИ-13НЖ используются при ручной сварке нержавеющих хромистых сплавов 08 Х 13, 12 Х 13 и подобных. Подходят для работы с кислотостойкими, жаропрочными, маломагнитными сталями. Дополнительная область применения — наплавка штампов горячей и холодной обрезки, уплотнительных поверхностей на быстроизнашивающиеся детали машин из конструкционной стали и арматуру.
Наплавляемый металл мартенситно-ферритного класса имеет повышенную пластичность, стойкость к ударным нагрузкам и слабоагрессивным окислительным средам, пару и морской воде. Сварка производится без подогрева и термообработки шва. Наплавка выполняется в 1–5 слоев с предварительным подогревом до 300–400 °С.
Классификация
- Тип наплавленного металла — Э-12Х13.
- Покрытие — основное.
- Выпускаются по ГОСТ 9466-75, ГОСТ 10052-75, ТУ 1273-003-50133500-2009.
- ISO 3581 E19.12.2 В20, AWS A5.4 E 316-5.
Сварка ведется постоянным током обратной полярности. При работе допускаются все пространственные положения, кроме одного — сверху вниз по вертикали. Прокалка электродов перед сваркой до 300–350 °С составляет 1 час.
Положение сварки





Характеристики плавления
- Коэффициент наплавки — 11,0 г/Ач.
- Производительность электродом 4 мм — 1,4 кг/ч.
- Расход на 1 кг наплавки — 1,7 кг.
Электроды УОНИ-13НЖ имеют диаметр 3–5 мм и отпускаются оптом и в розницу в стандартной фасовке по дилерской цене.
Характеристики
Механические свойства металла шва и наплавленного металла
| Временное сопротивление разрыву, МПа | Относительное удлинение, % | Температура испытаний, °С | Тип образца | Ударная вязкость, Дж/см2 | Фер. фаза |
|---|---|---|---|---|---|
| не менее | |||||
| 490 | 27 | 20 |
KCU |
90 |
2,0-5,5 |
Химический состав наплавленного металла
| C | Mn | Si | Ni | Cr | Mo | S | P |
|---|---|---|---|---|---|---|---|
| не более | |||||||
| 0,22-0,33 | 5,0-7,0 | ≤0,5 | 14,5-17,0 | 22,5-26,0 | 2,0-3,0 | 0,020 | 0,035 |
Рекомендации по сварке (сила тока А):
| Диаметр, мм | Положение шва | ||
|---|---|---|---|
| нижнее | вертикальное | потолочное | |
| 3.0 | 50-80 | 50-75 | 50-75 |
| 4.0 | 100-140 | 100-120 | 100-120 |
| 5.0 | 130-170 | 130-150 | - |
Применение
Сертификаты
Письмо по Санитарно-эпидемиологическим заключениям

ЗИО-8
УОНИ-1355


ЦЛ-11


Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 16.04612.130



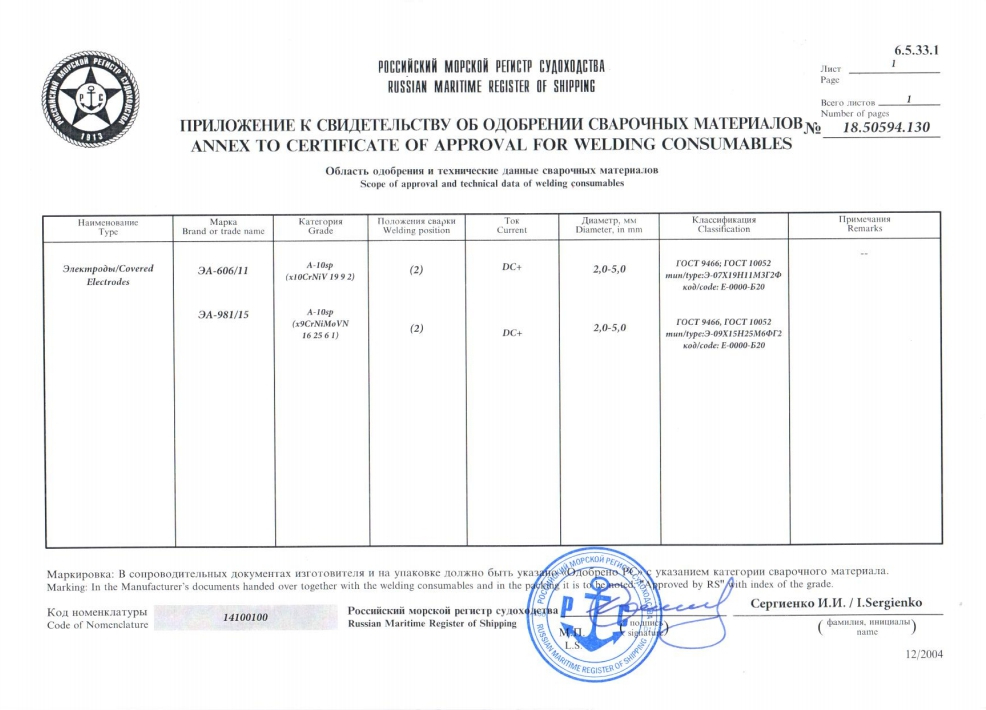
Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 18.50594.130

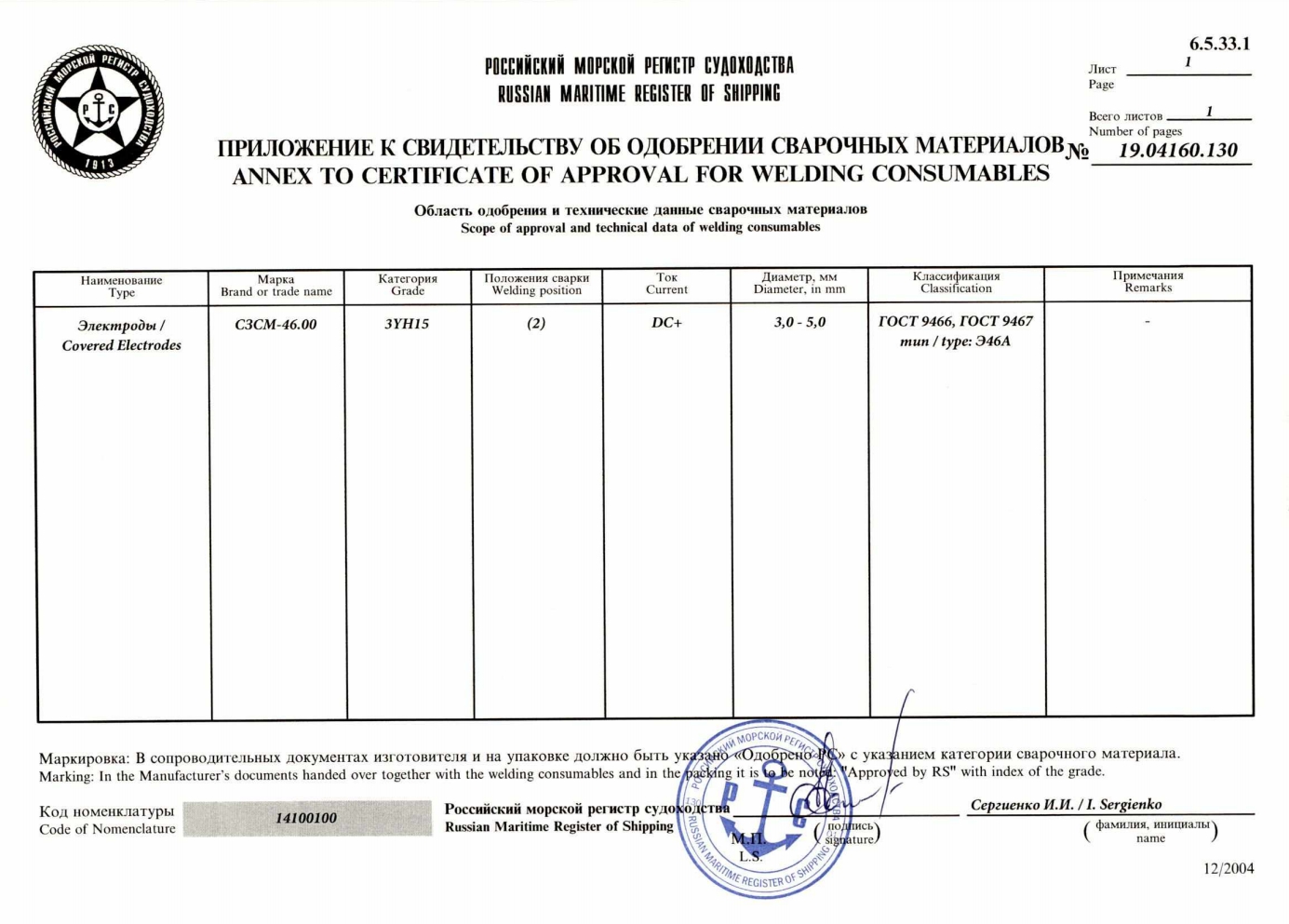
Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 19.04160.130
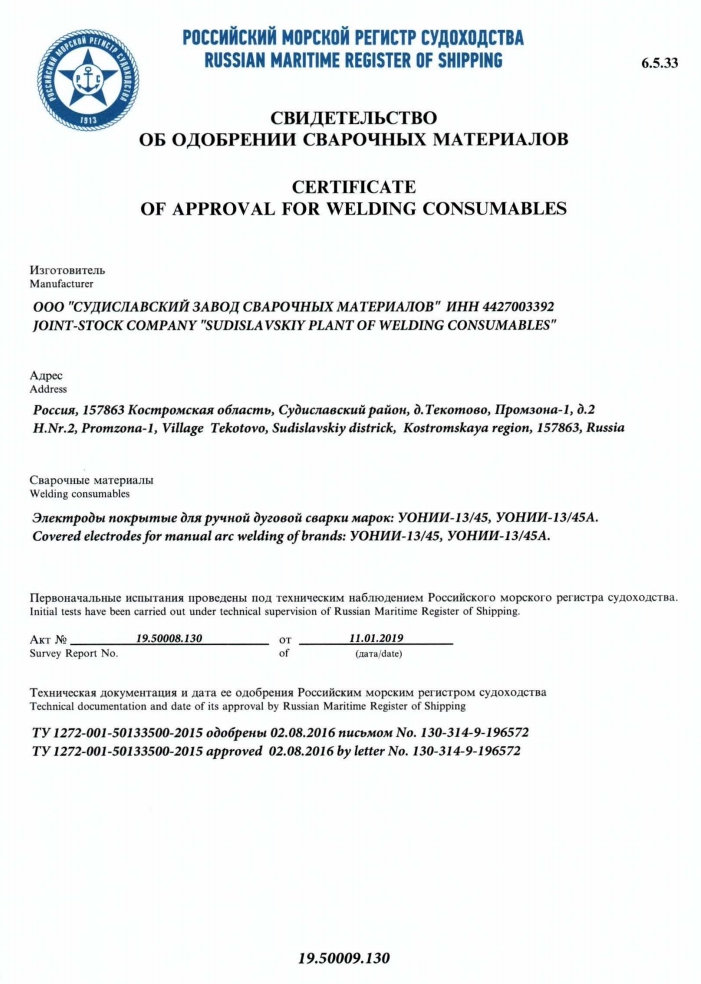
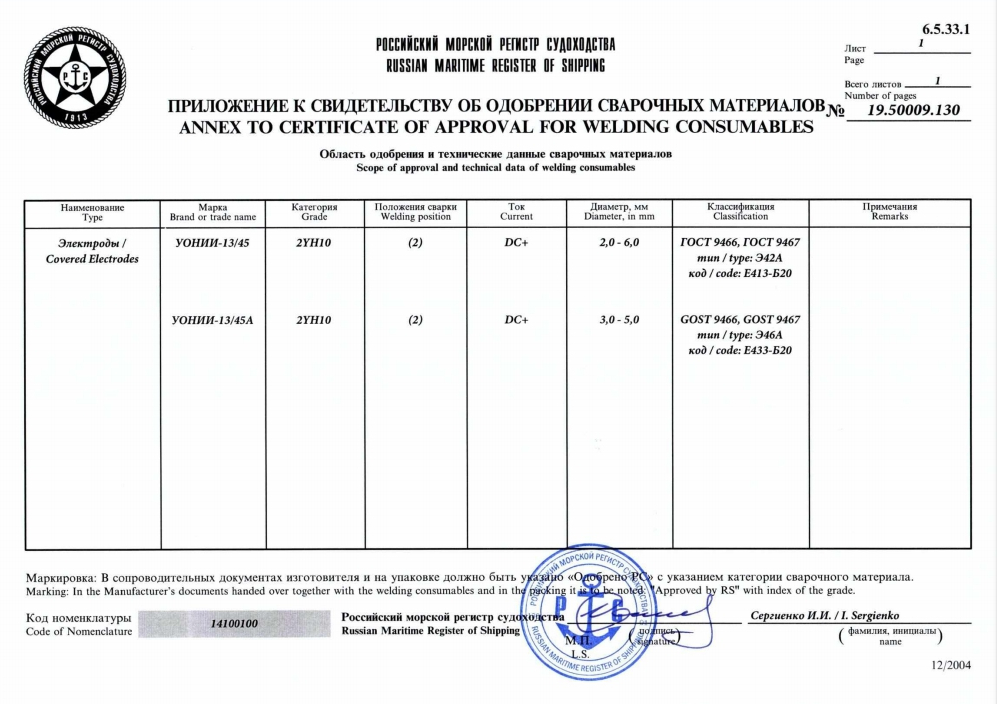
Свидетельство об одобрении сварочных материалов Российским Морским Регистром судоходства № 19.50009.130

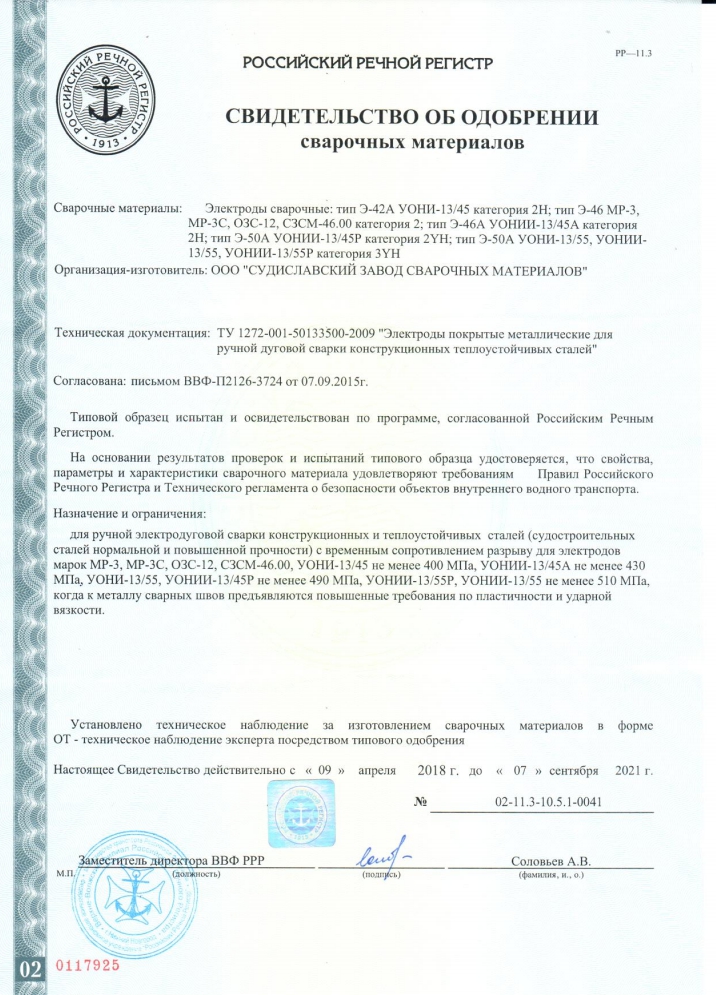
Свидетельство об одобрении сварочных материалов №02-11.3-10.5.1-0041
Свидетельство о признании №02958

Сертификат соответствия №РОСС RU.РО00.К00003

Сертификат соответствия №РОСС RU.AД44.H00020

Сертификат соответствия №РОСС RU.НА34.Н08649

Сертификат соответствия №РОСС RU.НА36.Н03568
Сертификат соответствия ГОСТ Р ИСО 9001-2015 №РОСС RU.ИС78.К00046
